
















При выборе пневматических уплотнительных элементов рекомендуется учитывать размеры канавок согласно стандарту ISO. Изготовление посадочных мест в соответствии с радиусами скругления и фасками, указанными в каталоге, обеспечивает корректную установку и безопасную эксплуатацию. Следует уделить особое внимание удалению острых краёв и заусенцев. В пневматических изделиях особенно важно избегать неподходящей шероховатости в основании канавки, так как это может привести к утечкам. При механической обработке, такой как хонингование, шлифование и т. д.,
после обработки необходимо обеспечить соответствие рекомендуемым значениям шероховатости поверхности как на динамических контактных поверхностях, так и во всех канавках изделий.
В пневматических системах рекомендуется, чтобы твёрдость динамической рабочей поверхности штока составляла 55–60 HRC с твёрдым хромовым покрытием 25–40 мкм. Поверхности труб должны быть обработаны методом хонингования, полирования с вдавливанием и, по возможности, анодированы с твёрдым покрытием.

| Общие характеристики трубы, штока и канавки | |||
| Материал | Допуск | Качество поверхности | |
| Труба | Сталь, алюминий | H11/H12 | Rмакс≤4 µm Rp/Rz < 0.5Tp (Rмакс 25%)=50 …75% |
| Шток | Сталь | f8 | Rмакс≤4 µm Rp/Rz < 0.5Tp (Rмакс 25%)=50 …75% |
| Канавка | Сталь, алюминий, пластик | Указано на страницах изделий |
Rмакс≤4 µm Rp/Rz < 0.5Tp (Rмакс 25%)=50 …75% |
Показатели шероховатости поверхности
Ra – Показатель шероховатости поверхности, представляющий собой среднее арифметическое отклонение точек измерения от центральной линии x в профиле измерения.

Расчет параметра Ra
Параметр Ra не зависит от структуры вершин или впадин профиля.
Параметр Ra или любой другой сам по себе недостаточен для оценки пригодности поверхности. Все параметры шероховатости должны оцениваться в комплексе и соответствовать значениям, указанным в каталоге.
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

Значения Ra на различных профилях
Rz – Среднее значение высоты профиля: Арифметическое среднее пяти значений Rz в пределах измерительного диапазона.
Rмакс – Максимальная глубина шероховатости: Наибольшее значение Rz в пределах пяти измерений.
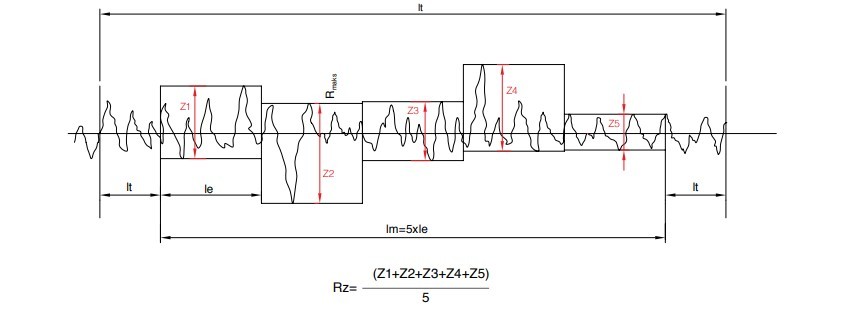
Расчет Rz и значение Rмакс
Показатели шероховатости поверхности
Rmr – Процент материала в профиле: Показатель Rmr указывает процент материала в определенной глубине на поперечном сечении поверхности. Он выражает отношение площади контакта к общей измеряемой длине при определенной глубине C. В расчетах Kastaş принимает Cref = 5% и рассчитывает процент контакта материала на глубине Rz/4.
Параметры Ra и Rz сами по себе не дают полной информации о пригодности поверхности для уплотнения. Они должны анализироваться вместе с параметром Rmr.
Для достижения подходящих значений Ra, Rz и Rmr необходимо выполнять шлифование штоков, хонингование труб и другие специальные обработки в соответствии с данными каталога.
Если значение Rmr приближается к 0%, это может свидетельствовать о наличии острых вершин, способных вызывать износ.
Если значение Rmr приближается к 100%, возникает эффект зеркальной поверхности, что мешает формированию масляной пленки, увеличивает температуру и может привести к деформации уплотнения. В низконапорных системах возможно появление утечек масла.

Процент материала меняется в зависимости от глубины сечения.
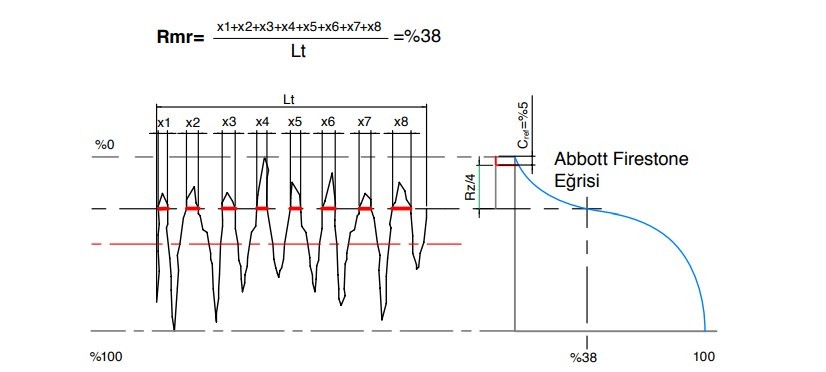
Расчет шероховатости поверхности по параметру Rmr



Канавки для уплотнений штока и направляющих элементов
Показатели шероховатости для динамического уплотнения
Для PTFE и NBR:
Rs1: Rz=1 µm / Ra=0.2 µm
%80≤*Tp1≤%95
Для PU:
Rs1: Rz=1.6 µm / Ra=0.4 µm
%60≤*Tp1≤%80
Показатели шероховатости для статического уплотнения
Rs2: Rz=6.3 µm / Ra=0.8 µm
%60≤*Tp2
Показатели шероховатости для нерабочих поверхностей и фасок
Rs3: Rz=16 µm / Ra=4 µm
Rs4: Rz=10 µm / Ra=1.6 µm
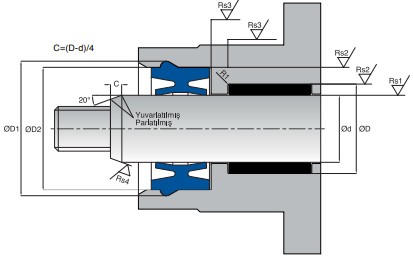
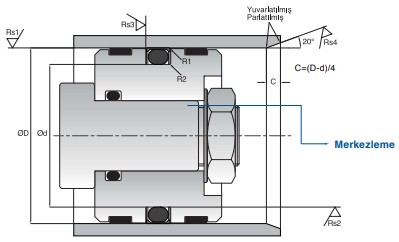
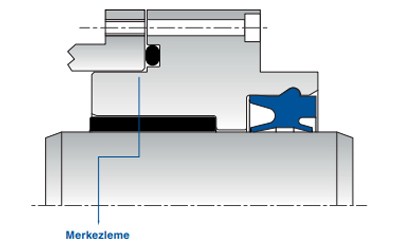
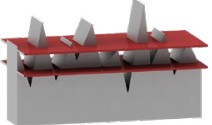
Центрирование между металлическими частями критически важно для срока службы и производительности уплотнений. На этапе проектирования следует учитывать центрирование между металлическими элементами и соблюдать соответствующие размеры.