вернуться к списку
Правильная установка уплотнительных элементов имеет решающее значение для производительности и срока службы гидравлического цилиндра. Во время монтажа не следует использовать детали с острыми углами и кромками.
Нарушения, возникающие при установке, могут повредить уплотнительные элементы. Такие повреждения, поскольку элементы остаются внутри цилиндра, могут быть не видны визуально, но приводят к утечкам, заклиниванию, остановкам и повреждениям конструкции в течение короткого времени.
Чистота окружающей среды и монтажного участка
Чистота рабочей зоны имеет важное значение при монтаже. Перед установкой необходимо убедиться в чистоте инструментов и поверхности рабочего стола. Небольшие посторонние частицы, попавшие на уплотнительные элементы, могут вызвать серьёзные проблемы. Загрязнение гидравлической жидкости может привести к деформации уплотнений, царапинам на штоках и трубах, утечкам, а также неисправностям клапанов и насосов.
Проверка цилиндра и уплотнительных элементов перед монтажом
До начала установки изделия должны храниться в оригинальной упаковке и вскрываться непосредственно перед монтажом. Необходимо проверить наличие дефектов, вызванных хранением или упаковкой. Также требуется провести контроль поверхностей и размеров канавок в цилиндре, обратить внимание на размеры фасок. Убедитесь в отсутствии заусенцев и острых кромок. Для защиты изделий, устанавливаемых через резьбу, рекомендуется использовать специальные направляющие инструменты.
Контрольный список
Необходимо удостовериться, что все элементы комплектного изделия присутствуют. При замене уплотнительных элементов...
Поскольку износ возможен для всех компонентов, все элементы должны заменяться одновременно. Замена только основного уплотнительного элемента будет недостаточной.
Смазка
Смазка уплотнительных элементов во время установки позволяет снизить силу трения и облегчить монтаж. Следует использовать совместимую с системой рабочую жидкость и подходящие монтажные смазки.
Нагрев
Для изделий с высокой твердостью по Шору (PTFE, термопласты с твердостью 50 Shore D и выше) и с большой толщиной стенки можно повысить эластичность, подержав их в горячей воде или масле (80–90 °C) в течение 5 минут. Это снижает риск пластической деформации при установке и уменьшает вероятность остаточных деформаций после монтажа.
Предварительная формовка
Для изделий из жестких термопластичных материалов с низкой способностью к восстановлению формы (например, PTFE), таких как направляющие и опорные кольца, предварительная формовка может облегчить установку. Установленные на шток направляющие следует выдержать до восстановления их исходной формы и получения правильной круглой геометрии. Для изделий большого диаметра и с тонкими стенками предварительная формовка перед установкой обеспечивает быструю и безопасную сборку.
Удаление воздуха из цилиндра после монтажа
Наличие воздуха в гидравлическом цилиндре после монтажа может привести к серьезным проблемам. Явления типа дизель-эффекта или эрозионного разрушения струёй («jet cutting») могут нанести значительный ущерб как уплотнительным элементам, так и металлическим поверхностям. После сборки цилиндра обязательно необходимо провести операцию удаления воздуха перед установкой его в систему.
При выборе продукции особенно важно учитывать толщину стенки, диаметр и тип материала, если установка будет производиться в закрытые каналы. В противном случае монтаж может оказаться невозможным.
| Таблица монтажа в закрытые каналы в зависимости от диаметра и толщины стенки |
*Половина сечения
(Толщина стенки) (D-d)/2 (мм) |
Минимальный диаметр для монтажa манжет штока (мм) |
Минимальный диаметр для монтажa манжет поршня (мм) |
| |
≥ 94 Shore A |
< 94 Shore A |
≥ 94 Shore A |
≥ 94 Shore A |
| 3 |
19 |
25 |
31 |
44 |
| 4.5 |
25 |
44 |
44 |
69 |
| 6.5 |
44 |
69 |
76 |
114 |
| 9.5 |
76 |
127 |
152 |
203 |
| 12.5 |
152 |
203 |
254 |
304 |
| 20 |
203 |
228 |
381 |
431 |
| 25 |
254 |
254 |
508 |
635 |
| В данной таблице приведены рекомендуемые значения сечения и минимальных внутренних и внешних диаметров для правильного монтажа изделия. |
* Пример: Толщина стенки: d:100xD:112xH:8 для изделия K33 (112-100)/2= 6 мм
* В приложениях, отличающихся от этих значений, форма канала уплотнительного элемента должна быть обязательно спроектирована для открытого канала.
ПРИМЕНЕНИЕ
- Сначала, если используется уплотнительный элемент типа "K17", устанавливается о-ринг или эластомерное кольцо в канал изделия.
- Проверяется, нет ли перекрута на о-ринге. Конусный инструмент устанавливается на головку поршня.
- Конусный инструмент и PTFE-кольцо смазываются монтажным маслом, и PTFE-кольцо размещается на конусном инструменте.
- С помощью насадки с прорезью и ручного сверла или вручную прикладывается усилие к PTFE-кольцу для его расширения и установки в канал.
- После установки уплотнительного элемента на головку поршня, с добавлением направляющих элементов формируется поршневой комплект.
- Смазываются видимые ниже конусные втулки и изделия, затем комплект поршня монтируется внутрь цилиндра.
ПРЕИМУЩЕСТВО
При монтаже с помощью инструмента с прорезью и конического инструмента уплотнительный элемент равномерно растягивается по окружности. Это снижает вероятность одностороннего удлинения изделия, его пластической деформации, разрыва и неспособности вернуться в исходную форму. Обеспечивает очень быструю и безошибочную установку. Инструменты можно использовать многократно.
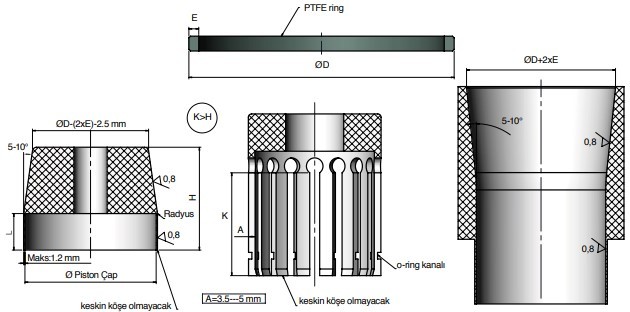
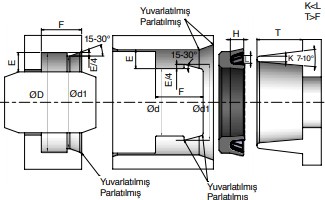
Если на трубе имеется резьба, при тонкой толщине стенки выполняется удлинение, проходящее за основание резьбы. Таким образом, при монтаже на поршень изделие, расширяющееся, возвращается обратно, и предотвращается деформация, такая как зазубрины или порезы из-за резьбы. В трубах малого диаметра с тонкой стенкой невозможно изготовить подходящие фаски. В таких трубах использование конических фасочных инструментов имеет большое значение для безопасного монтажа и предотвращения повреждения уплотнительных элементов.
Материалы инструмента могут быть изготовлены из материала POM. Длина "L" конического инструмента должна быть определена в зависимости от размеров головки поршня, на которую будет производиться монтаж, чтобы точно соответствовать каналу PTFE кольца. На толкающем инструменте с прорезью должен быть выполнен канал для о-ринга, и его использование вместе с о-рингом поможет возврату инструмента в исходное состояние.
Если при монтаже поршневых колец из PTFE, термопластичного эластомера и эластомера невозможно использовать специальный инструмент, можно воспользоваться монтажом с помощью ленты или тонкой ткани с высокой прочностью на разрыв и скользкой поверхностью.
При установке PTFE сначала в канал устанавливается эластомерный элемент (например, о-ринг), и проверяется отсутствие его перекручивания. Затем устанавливаются направляющие кольца, и только после этого монтируется PTFE кольцо.
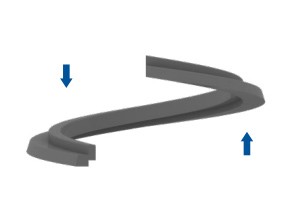
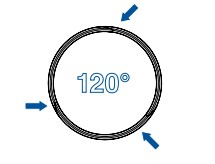
После термической обработки PTFE элемента (примерно 5 минут в воде или масле при температуре 80-90 °C) около 120° кольца вставляются в канал. Затем, как показано на изображении, через PTFE кольцо продевается лента и с помощью контролируемого растяжения, без приложения чрезмерной силы, кольцо монтируется в канал вращательным движением. Использование подходящей смазки на монтируемых деталях облегчит установку.
При монтаже компактного комплекта сначала производится установка эластомерной (резиновой) детали с помощью конического инструмента или альтернативным методом (с лентой). Затем последовательно монтируются детали из TPE и POM, как показано на изображении выше, обеспечивая их расширение. При этом необходимо следить, чтобы расширение происходило по оси изделия. В противном случае, при радиальном растяжении изделий могут возникнуть такие проблемы, как деформация, поломка или невозможность возврата в исходную форму.
ПРИМЕЧАНИЕ: Для изделий с большим диаметром (Ø100 и выше) и тонким сечением рекомендуется использование армированных стекловолокном термопластичных направляющих элементов. (K518-K518X)
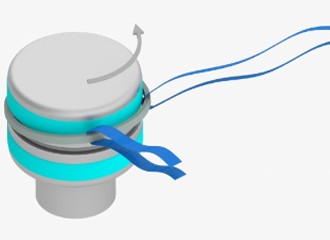
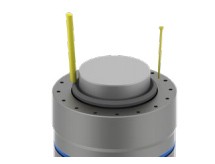
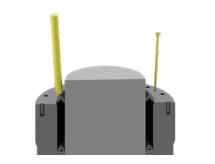
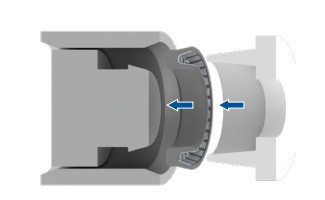
При монтаже уплотнителей горловины инструмент, изображённый на Рис. 3.31, позволяет выполнять установку быстро и удобно. Уплотнительный элемент горловины вставляется в инструмент, как показано на шаге 1. Затем красные ручки поворачиваются в направлении стрелок, чтобы изделие приняло форму, показанную на шаге 2. После этого, как на шаге 3, уплотнитель частично (примерно на 180°) вставляется в канал корпуса, и красные ручки медленно отпускаются в обратную сторону, завершая монтаж. Монтаж должен производиться с использованием инструмента, соответствующего диаметру изделия. При выборе изделия и монтаже необходимо учитывать значения, приведённые в Таблице 3.2, в зависимости от диаметра и сечения.
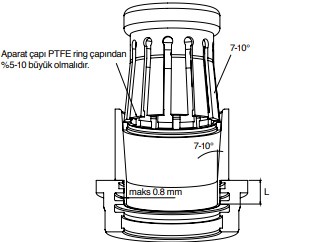
Особенно в случаях, когда доступ вручную затруднён, например, в длинных и узких горловинах (Ø < 40 мм), может использоваться разделённый конический инструмент из POM или PA с наружным углом.
Угол конуса должен составлять 7–10°, а начальный диаметр детали должен быть на 5–10% больше внешнего диаметра PTFE-кольца.
Длина параметра «L» на инструменте должна доходить до линии уплотнительного канала.
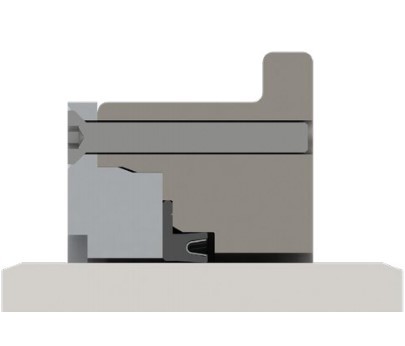
Как показано на рисунке ниже, при установке уплотнителя можно использовать инструмент с канавкой и коническую втулку. Уплотнительное кольцо может быть направлено в конический инструмент с помощью канавки, обеспечивая равномерное распределение усилия и корректную установку уплотнителя.
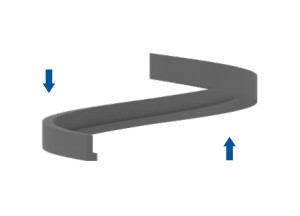
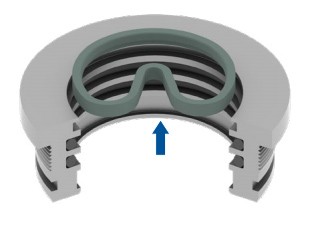
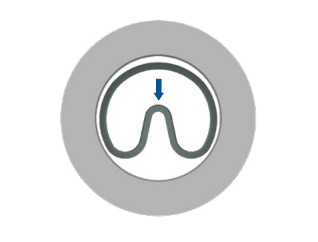
Сначала в канал устанавливается эластомерное толкательное кольцо, после чего проверяется его положение на наличие перекрутов или проворотов. При установке PTFE-уплотнителя вручную, как показано на рисунке 3.35, изделию придаётся форма, надавливая по направлению синей стрелки. Приблизительно 180° окружности вставляются в канал, затем внутренняя загнутая часть выпрямляется нажатием пальцем по направлению стрелки, как показано на рисунке 3.37. При формировании PTFE-изделия необходимо следить, чтобы внутренняя загнутая часть не попала на выемку (notch).
Чтобы изделие восстановило свою круглую форму, на него оказывается давление с помощью подходящего конусного штока с высокой поверхностной чистотой, вращая его внутри горловины по всей окружности. Перед установкой штока в корпус необходимо убедиться, что форма PTFE-кольца полностью восстановлена и отсутствуют повреждения.
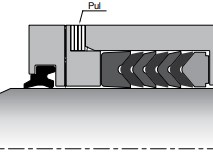
Регулировка Высоты Уплотнения «Packing»
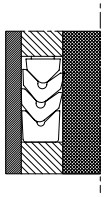
Регулировочные шайбы играют важную роль в применениях с уплотнением типа «packing». (При повышении температуры на штоке во время работы следует соблюдать осторожность.) При повышении температуры можно увеличить количество шайб, как показано выше, чтобы уменьшить предварительное натяжение уплотнения. Если возникает утечка, можно уменьшить количество шайб, тем самым увеличив давление на уплотнение и устранив утечку. Со временем при работе под давлением...
Уплотнительные элементы типа «packing» могут терять предварительное натяжение. В этом случае удаление одной из регулировочных шайб может увеличить усилие прижатия. Для монтажа уплотнений рекомендуется использовать пластиковые толкатели без острых краев, как показано на Рис. 3.39 и 3.40. Более толстый толкатель используется для равномерного нажатия сверху с интервалом ~60°, а более тонкий — для направления кромок манжеты в канал.
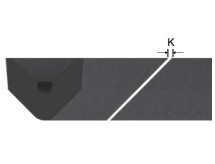
Уплотнения типа «packing» могут устанавливаться без разреза до внутреннего диаметра Ø400 мм. Однако при диаметре более Ø400 мм необходимо выполнять срез под углом 45°. При резке следует использовать острый нож или лезвие и монтировать с помощью указанных выше пластиковых приспособлений.
Если необходимо выполнить разрез до установки, он должен быть сделан так, чтобы не оставался зазор «K», а срезанные поверхности должны быть смещены друг относительно друга на 120°.
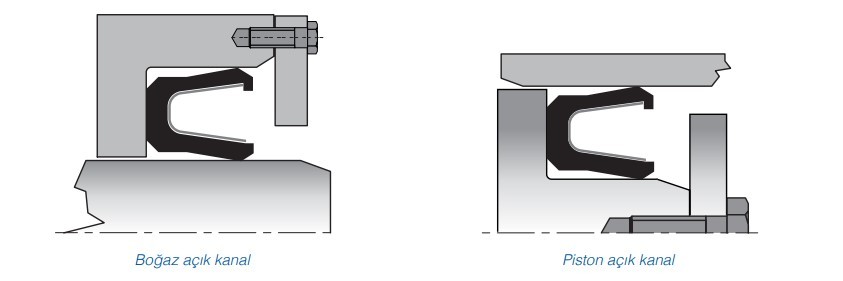
Как показано на Рис. 3.44, при установке уплотнителей в открытые каналы без вала могут возникнуть проблемы с посадкой. В этом случае прижим деталей валом может привести к чрезмерному давлению на неправильные участки. Это может вызвать износ поверхностей и повышение температуры системы. Чтобы избежать негативных последствий, монтаж должен выполняться поэтапно, с соблюдением соосности.
Монтаж в Закрытые Каналы
Значение Ød1 может быть рассчитано в зависимости от толщины стенки канала. Монтаж изделий с малым диаметром и большой толщиной стенки в канал может быть невозможен.
Использование закрытых каналов рекомендуется для труб или штоков с диаметром более Ø50. В случае использования в направляющих Ød1 рассчитывается как (ØD–E/2), а в поршневых применениях — как (Ød+E/2).
Рекомендуется, чтобы значение Ød1 отличалось от диаметра канала максимум на 4%. Пример: при ØD: 50 мм — Ød1: 48 мм.
Для получения подробной информации об использовании закрытых каналов и получения технических чертежей необходимо обратиться в отдел продаж.
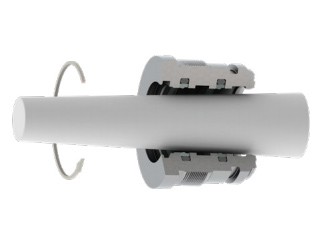
Монтаж пружинных PTFE-элементов рекомендуется производить в открытые каналы. Если монтаж должен производиться в закрытый канал, необходимо изготовить приспособления в соответствии со значениями, приведенными на рисунке 3.46.
Следует быть крайне осторожным, чтобы не повредить поверхность пружинных PTFE-элементов. Необходимо учитывать, что структура материала PTFE может быть легко повреждена. Уплотнительный элемент сначала должен быть выровнен вручную по центру с помощью конической направляющей без приложения усилия. Затем, с помощью внутреннего пресса, изделие устанавливается в канал, не нарушая его округлости. Убедитесь в отсутствии острых краев и дефектов на приспособлениях и монтажной поверхности. Во время установки необходимо следить, чтобы пружина не выходила из своего посадочного места и не повредила PTFE.
В случае толстостенных и вращающихся применений рекомендуется устанавливать специальные пружинные PTFE-элементы только в открытые каналы. Кроме того, в зависимости от конструкции изделия, это может быть обязательным условием. При необходимости следует обратиться в отдел продаж для получения технических чертежей открытых каналов.