Montaje correcto de los elementos de estanquidad en el cilindro hidráulico. Es muy importante para su rendimiento y vida útil. Durante el Montaje no deben utilizarse herramientas de montaje con aristas vivas. Las incorrecciones que puedan producirse durante el montaje pueden dañar los elementos de estanqueidad. Como consecuencia de estas incorrecciones pueden producirse daños que no se aprecian visualmente, ya que los elementos de estanqueidad permanecerán en el cilindro después del montaje. Por lo tanto, en poco tiempo, las fugas, el trabajo prudente, no hay movimiento en el cilindro problemas se pueden observar y estos problemas pueden conducir a tales como daños en el hardware.
Limpieza del Montaje
La limpieza de la zona de montaje es importante durante el Montaje. Antes del Montaje, la limpieza de las herramientas de montaje y la mesa de montaje debe ser comprobada y ser adecuada para la instalación. Pequeñas partículas extrañas pueden adherirse a los elementos de estanqueidad de la zona no adecuada y estas partículas pueden causar a graves problemas con el tiempo. La contaminación del fluido hidráulico puede provocar la deformación de las juntas. También es posible que se produzcan arañazos en el vástago y el orificio y se deformen, se produzcan fugas en los cilindros, fallos en las válvulas y bombas.
Comprobación en Cilindro y Elementos de Estanquidad
Los productos deben conservarse en su embalaje hasta el momento del montaje y deben abrirse durante el montaje y debe comprobarse si las juntas tienen alguna deformación debida al almacenamiento, embalaje, etc. Además, se debe comprobar la superficie del orificio, vástago y ranuras del producto en el cilindro y prestar atención a las dimensiones del orificio, chaflán del vástago. Hay que asegurarse de que no haya rebabas ni bordes afilados en las piezas metálicas. Deben utilizarse aparatos auxiliares para proteger los productos que van a pasar por los dientes del efecto de entalladura.
Lista de control
Si la junta que va a instalar el cilindro tiene más de dos partes, (for
ejemplo, PTFE con junta tórica, PU con piezas de NBR, empaquetaduras, conjunto compacto, etc.), asegúrese de que en el conjunto de juntas no falte ninguna pieza o que ésta tenga dimensiones incorrectas. Durante la sustitución de los elementos de estanqueidad deben sustituirse todos juntos, ya que se considera que todos los elementos de estanqueidad que trabajan juntos se desgastan al mismo tiempo. La sustitución de la junta principal no será suficiente.
Lubricación
La lubricación de los elementos de estanquidad durante el montaje ayuda a reducir las fuerzas de fricción y facilita el montaje. Debe procurarse utilizar en el sistema un fluido adecuado y grasas de montaje apropiadas.
Calefacción
Será útil mantener el producto en aceite caliente o agua caliente (80-90° C) durante cinco minutos para aumentar la flexibilidad de las juntas que tienen materiales de gran dureza (PTFE, termoplásticos de 50 Shore D y superiores, etc.) y con una sección transversal elevada. De este modo, el Montaje puede realizarse con menores fuerzas y se elimina el riesgo de deformaciones plásticas que pueden producirse en los productos.
Preformas
El proceso de preformado puede facilitar el montaje, especialmente de anillos guía y anillos de apoyo fabricados con termoplásticos duros con un alto valor de compresión (como PTFE). Las bandas guía pueden montarse en el vástago y mantenerse, por lo que pueden adoptar la forma del vástago y garantizar su circularidad. Montaje rápido y adecuado puede ser realizado con preformado para los productos que tienen gran diámetro y pequeña sección transversal.
Purga del Cilindro Hidráulico
El aire en los cilindros hidráulicos puede causar grandes problemas. Los problemas tales como efecto diesel, efecto de corte por chorro pueden ocurrir y pueden dañar seriamente los sellos y las superficies metálicas. Siempre el proceso de purga debe hacerse después del montaje de la junta del cilindro y luego los cilindros deben ser montados en el sistema.
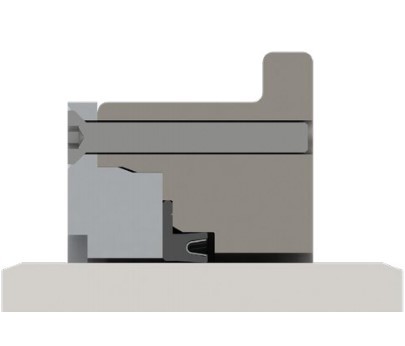
Valores de la sección transversal de la junta para la instalación en ranuras cerradas
A la hora de seleccionar las juntas, especialmente si se van a instalar en ranuras cerradas, deben tenerse en cuenta valores como el grosor de la pared, el diámetro y el material; de lo contrario, los productos no podrán instalarse.
| Montaje de la junta en la tabla de ranuras cerradas según la sección transversal y el diámetro | |||||||||
| *Sección transversal (D-d/2) (mm) |
Diámetro Mínimo de las Juntas de Vástago (mm) | Juntas de Pistón Diámetro Mínimo (mm) | |||||||
| ≥ 94 Shore A | < 94 Shore A | ≥ 94 Shore A | ≥ 94 Shore A | ||||||
| 3 | 19 | 25 | 31 | 44 | |||||
| 4.5 | 25 | 44 | 44 | 69 | |||||
| 6.5 | 44 | 69 | 76 | 114 | |||||
| 9.5 | 76 | 127 | 152 | 203 | |||||
| 12.5 | 152 | 203 | 254 | 304 | |||||
| 20 | 203 | 228 | 381 | 431 | |||||
| 25 | 254 | 254 | 508 | 635 | |||||
| En esta tabla se indican los valores de sección transversal, diámetro interior mínimo y diámetro exterior para una correcta instalación de la junta. | |||||||||
* Ejemplo: Sección transversal=d:100 xD:112XH:8 such as K33 rod sea=(112-100)/2=6l
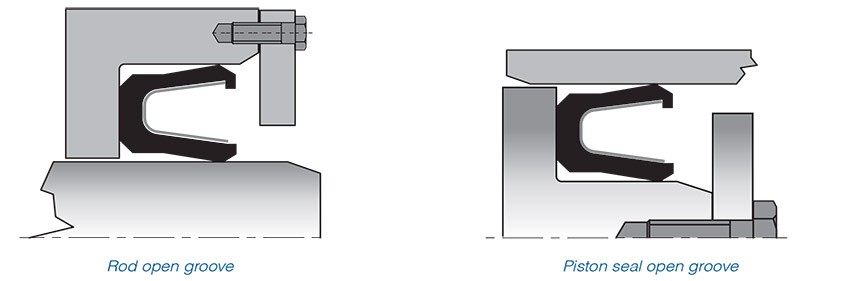
* Si las dimensiones de la junta superan estos valores recomendados, la ranura del elemento de estanquidad debe diseñarse de acuerdo con la ranura abierta.
Herramientas de Montaje del Pistón
EXPLICACIÓN
- Si se utiliza un elemento de estanquidad de tipo "K17", en primer lugar, se comprueba que la junta tórica o el elastómero energizador instalado el anillo de la ranura no se tuerza en su ranura producto.
- Debe comprobarse si la junta tórica está retorcida.
- En la cabeza del Pistón se monta un aparato cónico.
- Aparato cónico y el anillo de PTFE deben ser lubricados y que el anillo de PTFE se coloca en la cabeza del pistón.
- El anillo de PTFE se puede empujar con un aparato ranurado a mano o con un taladro de cabeza dentada, por lo que el anillo de PTFE se puede estirar y encajar en su ranura en la junta tórica.
- Después de la instalación del "anillo y junta tórica de PTFE", los anillos de guía se pueden instalar en la cabeza del pistón y la cabeza del pistón está lista para instalar el orificio del cilindro.
- La cabeza del Pistón terminada puede ser instalada con el aparato cónico hembra en el orificio del cilindro que puede verse en la Figura 3.24.
VENTAJAS
En el proceso de Montaje, el elemento de sellado se puede estirar correctamente en todo el diámetro cuando se utilizan aparatos ranurados y cónicos. De este modo, se reducen las siguientes posibilidades: deformación del producto causada por el estiramiento en una dirección, rotura causada por la deformación plástica y el problema de que el precinto estirado sin el aparato no pueda volver a su primera posición si se aplica demasiada fuerza al precinto. Permite una instalación muy rápida y correcta.Aparato se puede utilizar durante mucho tiempo. En caso de rosca en el orificio, se debe hacer una extensión en el aparato hembra cónico. Así, con este aparato hembra alargado, la junta estirada se puede conformar correctamente en todo su contorno y se pueden evitar los daños en la muesca causados por la rosca durante el Montaje en el taladro. Las dimensiones adecuadas del chaflán no pueden producirse en un agujero de espesor de pared delgado.
En este tipo de taladros, el uso de aparatos de boca cónica tiene importancia para evitar daños en los elementos de estanqueidad y garantizar un montaje seguro.

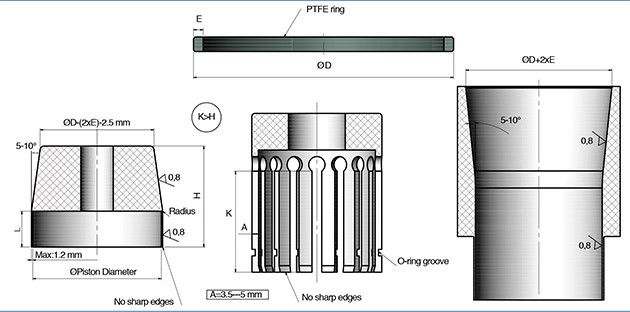
NOTES
El material del aparato puede fabricarse en material POM. La longitud "L" del aparato cónico debe determinarse para que encaje en la ranura del anillo de PTFE de acuerdo con la longitud de la cabeza del pistón que se va a montar. La ranura de la junta tórica se puede diseñar en el aparato ranurado y, por lo tanto, la junta tórica ayuda a la flexibilidad del aparato.
Anillo PTFE alternativo İnstalaton al Pistón
Juntas de pistón de PTFE, elastómero termoplástico y materiales elastómeros Si no hay posibilidad de utilizar aparatos en el montaje, se puede utilizar una cinta o tejido de alta resistencia a la tracción con una superficie resbaladiza para estirar.
Si se va a utilizar la Junta de pistón de PTFE con el anillo de energización, en primer lugar, las piezas de elastómero (junta tórica, etc.) deben instalar su ranura y se comprueba si hay alguna torsión en la junta tórica. Primero se deben instalar los anillos guía en el Pistón y luego se debe comenzar con la instalación del anillo de PTFE.
Una vez que el anillo de PTFE se ha calentado (el anillo de PTFE debe mantenerse en agua o aceite a unos 80-90 °C durante 5 minutos), la junta puede ajustarse a unos 120 grados en su ranura. A continuación, las cintas se introducen en el anillo de PTFE como se muestra en la figura 3.27 y se puede aplicar fuerza en una dirección con un estiramiento controlado al mismo tiempo que se realiza un movimiento de rotación con las cintas. La lubricación con aceite compatible con la junta puede facilitar el proceso de instalación.
Instalación de Junta de Pistón Compacta
Si un conjunto compacto utilizará, en primer lugar, el montaje de la parte de elastómero (caucho) con la ayuda de aparato cónico o instalación alternativa (con cinta) realizado. A continuación, las partes anteriores TPE y POM, respectivamente Instalación de la cabeza del pistón, asegurando la flexión como se ve realizado. Para el montaje de la junta compacta estiramiento de productos de plástico duro en su eje perpendicular y debe tener cuidado acerca de este detalle. De lo contrario, el estiramiento horizontal puede causar deformación, rotura y problemas de forma no adecuada.
Nota: Especialmente para juntas compactas que tienen diámetros grandes (Ø100 y superiores) y sección transversal fina, se recomienda preferir juegos compactos que tengan anillos guía termoplásticos reforzados con fibra de vidrio.
(Por ejemplo: K518-K518X)

Montaje de la Junta de vástago

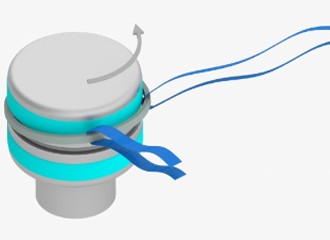
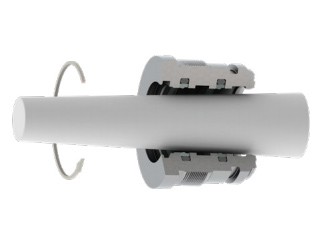
En el Montaje de las juntas de vástago, que se muestra en la Imagen 3.31 aparato puede hacer que el montaje rápido y fácil. Elemento de sellado vástago encajar en el aparato como en el paso 1 adjunta. Después, las palancas rojas se giran en la dirección de la flecha y la forma geométrica se realiza en el paso 2, en el paso 3 aproximadamente 180 ° área de la Junta de vástago encaja en Groove y las palancas rojas se aflojan suavemente en la dirección opuesta por lo que la instalación se ha completado. Las juntas deben instalarse con el aparato de palancas más adecuado en función de sus diámetros. Los valores según diámetro y sección transversal que se indican en la Tabla 3.2 deben tenerse en cuenta para seleccionar los productos y realizar la instalación.

Instalación de juntas de varilla de PTFE con aparato ranurado
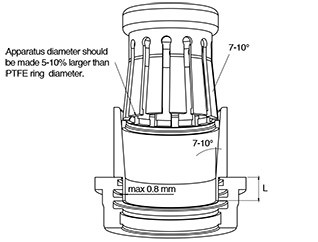
La instalación de la junta del vástago se puede hacer con la ayuda del aparato cónico ranurado que se hace del material de POM o de PA, especciallly es duro alcanzar a mano que tienen surco profundo, también diámetro pequeño (<Ø40 mm) (Ø<40 mm).
El aparato cónico ranurado puede fabricarse con un ángulo de 7-10° que debe ser un 5-10% mayor que el diámetro del anillo de PTFE.
La dimensión "L" del aparato debe extenderse hasta la línea de la ranura de la junta. Para la instalación de la junta de vástago se pueden utilizar aparatos ranurados y cónicos, como se muestra en la siguiente imagen. La junta de vástago se puede deslizar dentro del aparato cónico con la ayuda de la parte ranurada, por lo que se puede aplicar la misma fuerza en todo el anillo de la junta y se puede realizar una instalación adecuada.

Instalación de la junta de varilla de PTFE sin herramienta
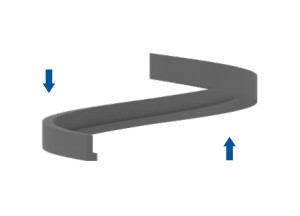
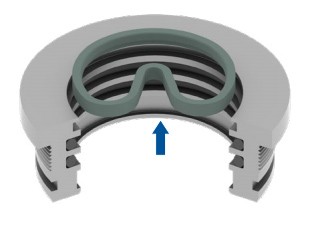
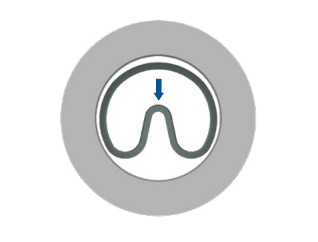
El anillo de elastómero activador (junta tórica, etc.) se coloca primero en la ranura y se comprueba si hay alguna torsión en el anillo. La forma del anillo de PTFE se cambia aplicando fuerza con la mano en la dirección de la flecha azul como se ve en la imagen 3.35.
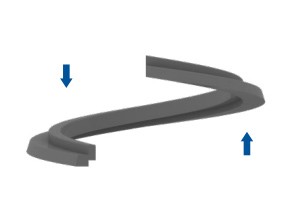
El anillo de PTFE puede ser encajado en la ranura unos 180° y la fuerza en dirección opuesta puede ser aplicada al anillo con el dedo como se ve en la figura 3.37.
Al cambiar la forma del anillo de PTFE debe prestar atención a la sección de flexión no está en la muesca. Con el fin de que el anillo de PTFE vuelva a su primera posición, se puede utilizar un aparato macho cónico que tenga una buena superficie con fuerza de presión dentro del anillo y el movimiento de rotación se realiza dentro del anillo. Antes de la instalación del vástago del cilindro se debe comprobar si hay alguna deformación en el interior de la superficie del anillo de PTFE.

INSTALACIÓN DEL EMBALAJE
Ajuste de la altura de embalaje
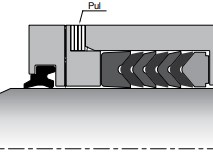
Las calas tienen un efecto importante en las aplicaciones de la empaquetadura. (Si la temperatura que en la varilla aumenta durante el funcionamiento, se debe prestar atención) Cuando la temperatura aumenta, el número de calzas que se muestra en la figura anterior se incrementa para reducir la precarga de la empaquetadura.
de shimes de precarga y se pueden evitar fugas. Con el tiempo
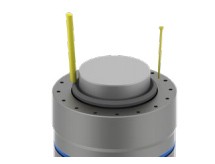
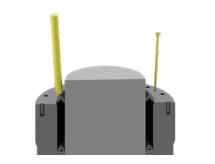
puede haber pérdidas de precarga en los elementos de la empaquetadura que trabajan bajo presión. En este caso la precarga puede ser aumentada quitando las cuñas de entre la empaquetadura. Se recomienda instalar con empujadores de esquina de plástico y no afilados que tienen color amarillo, como se ve en las ilustraciones 3.40 y 3.41.
Cuando la junta se empuja dentro del orificio con el empujador grueso y se aplica fuerza a la junta cada 60° alrededor, al mismo tiempo el empujador más fino ayuda a sellar el labio para montarlo en el orificio.
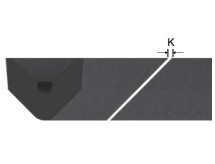

Las empaquetaduras de hasta Ø400 mm de diámetro interior pueden montarse sin corte. Sin embargo, se pueden montar cortando a 45° en Ø400 mm de diámetro, si es necesario. Se recomienda utilizar un cuchillo afilado durante el proceso de corte y para el montaje se deben utilizar los aparatos auxiliares de plástico mencionados anteriormente. La superficie cortada debe ser comprobada si hay fluufs o partículas pequeñas.
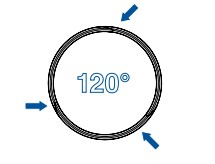
Si es necesario cortar antes de la instalación, debe comprobarse que la separación "K" es cero. Es importante montar las piezas ajustando la superficie cortada en un ángulo de 120° durante la instalación.
Arriba; como se muestra en la imagen 3.45, si las juntas de la empaquetadura se montan en la ranura abierta sin varilla, pueden producirse problemas de ajuste. Con este tipo de instalación, las piezas de la empaquetadura pueden quedar apretadas en una posición inadecuada. Por lo tanto, pueden aumentar las abrasiones superficiales y la temperatura del sistema. Las piezas deben montarse una a una en la ranura y debe prestarse atención a que el montaje sea concéntrico.
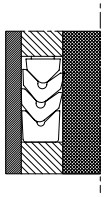
Instalación de juntas de PTFE activadas por resorte
Instalación en ranura cerrada
El valor especificado como dimensión Ød1 puede calcularse en función de la sección transversal de la ranura. Los productos que tienen un diámetro pequeño y una sección transversal grande. Puede que no sea posible instalarlos en ranuras cerradas. Se recomienda el uso de ranuras cerradas para varillas y taladros de diámetro superior a 50 mm. El cálculo de Ød1 para aplicaciones de vástago es igual a (ØD-E/2), para aplicaciones de pistón Ød1 debe calcularse como (Ød+E/2).
Se recomienda una diferencia máxima del 4% del valor de Ød1 con respecto a los diámetros de las ranuras Por ejemplo: Si ØD: 50 mm entonces Ød1: 48 mm (min) debe ser. Póngase en contacto con el departamento de ventas para obtener información detallada y planos técnicos de la instalación de ranuras cerradas.
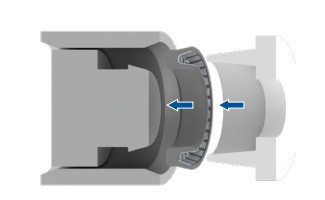
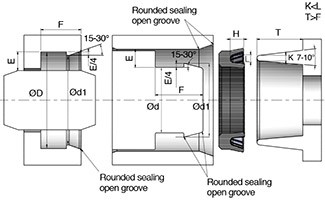
Se recomienda instalar las juntas de PTFE activadas por resorte en la ranura abierta. Si es necesario instalarlo en una ranura cerrada, preste atención a que la ranura y las dimensiones sean las correctas, como se muestra en la figura 3.47. No hay que olvidar que el material de PTFE puede dañarse fácilmente. En primer lugar, la junta de PTFE se coloca en el chaflán a mano y no se aplica demasiada fuerza a la junta, después se presiona la junta con la ayuda de un aparato cónico macho. Se presta atención a la correcta instalación sin dañar la junta. Tambien se presta atencion a que despues de la instalacion, se asegure que el PTFE no este danado y que el resorte este en la posicion correcta en el sello de PTFE. Se recomienda instalar en ranura abierta, para productos de sección transversal gruesa y juntas de aplicación rotativa. También esta situación puede ser necesaria dependiendo del diseño del producto. Póngase en contacto con el departamento de ventas para obtener información detallada y planos técnicos de la instalación en ranura abierta.