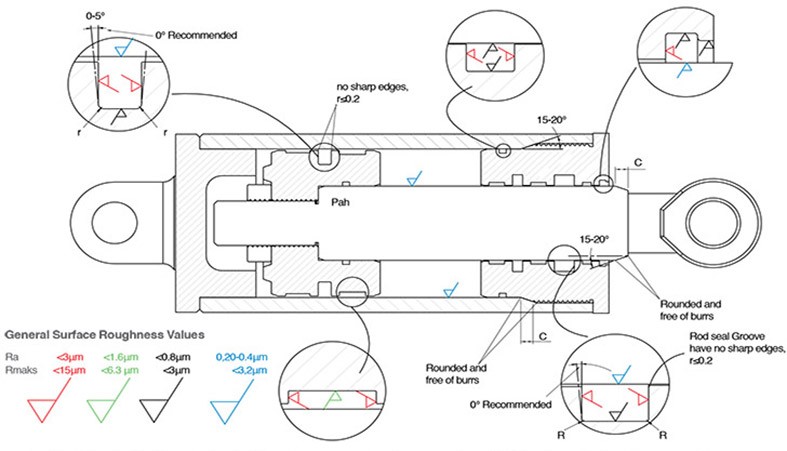
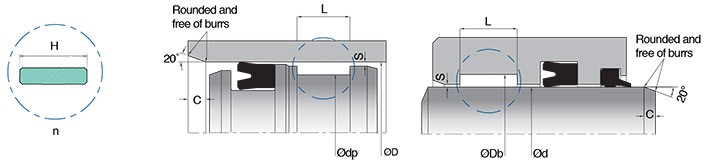
- Se debe prestar atención al ángulo del chaflán del vástago y del taladro, a las dimensiones y a los valores del radio que en la ranura y el borde de la junta.
- En la selección del vástago del cilindro, deben preferirse los productos con una superficie endurecida por inducción de hasta 2,5 mm de profundidad, una dureza mínima de 45 HRC y un cromado en punta de 25- 40 μm. Valor de Dureza; a utilizar 50-60 HRC puede ser necesario dependiendo del material del elemento de estanqueidad, valores de presión y condiciones de trabajo.
- El centrado debe hacerse entre la cuña de la garganta y el tubo, el vástago y la cabeza del pistón. Dependiendo de los diámetros de los cilindros, el centrado debe hacerse con tolerancias H7/f7 o H8/f7. Se debe prestar atención a la concentricidad de las piezas entre sí.
- Debe prestarse atención a los puertos de entrada y salida de aceite; deben aplicarse diseños que no creen cavitación ni flujo turbulento.
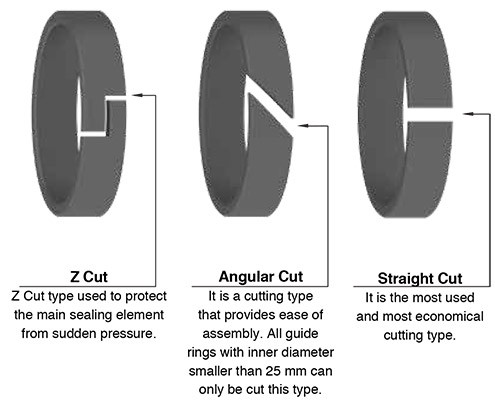
- Si se van a utilizar anillos guía metálicos, deben producirse canales de aceite en espiral en el proceso de corte. Debe evitarse la acumulación de presión hidrodinámica. Las cargas sobre el cilindro deben tenerse en cuenta en la selección del anillo guía.
- Debe prestarse atención a que las ranuras de sellado estático sean rectangulares.
- En los diseños de elementos de estanquidad que se utilizan en ranuras abiertas, deben tomarse precauciones para evitar que se aflojen los tornillos del conjunto de cabeza del pistón y vástago. El tornillo de fijación y las soluciones de fijación química para los dientes se utilizan ampliamente en los sistemas.
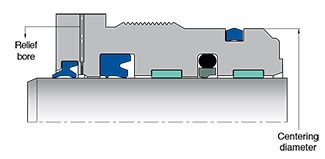
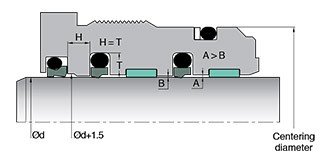
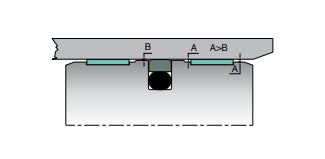
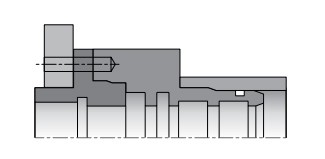
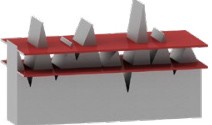
- Si se utiliza un rascador o rascador de varilla de doble efecto, se recomienda diseñar un orificio de alivio detrás del elemento de estanquidad principal. Si el elemento de estanquidad principal no tiene la característica de alivio, se debe abrir el orificio de alivio. El hueco de extrusión "S" detrás de la junta principal y las paredes del anillo guía Se recomienda fabricarlo en diferentes dimensiones (A-B). Si el Pistón se diseña con paso a paso sin línea recta (A>B) permitirá una relase de aceite suave y ayudará a incrase un funcionamiento eficiente del sistema.
- En los diseños de estanquidad en tándem, se pretende recoger el aceite en una zona amplia y aumentar la eficacia del anillo guía del sistema colocando un anillo guía entre el primer y el segundo elemento de estanquidad.
- Si es difícil preformar para los algunos productos, por ejemplo; empaquetaduras, juntas que tienen secciones transversales altas de materiales duros y relaciones diámetro - sección transversal superiores a los valores indicados en la Tabla 3.2, productos de PTFE energizados por resortes, etc. Debe instalarse en ranura partida. Se debe prestar atención para asegurar la concentricidad entre las partes en el vástago y las partes deben estar en contacto firmemente y se debe tener cuidado producido sin crear a la brecha en la ranura de sellado. Al mismo tiempo, se debe tener cuidado para mantener las piezas fijas cuando se utiliza ranura dividida, que se utiliza bajo alta presión. También se debe evitar que las piezas pierdan contacto; se deben tomar las precauciones necesarias para evitar que se afloje el tornillo.
Consideraciones sobre el diseño de cilindros hidráulicos
Los valores de la imagen anterior son valores generales. Los valores pueden variar en función del material del elemento de sellado y del tipo de medio.
Valores de Chaflán Recomendados Para Cilindros Hidráulicos «C»
| Wall thickness ≤ |
Cmin | Grosor de la Pared ≤ |
Cmin |
| 2 | 2.5 | 14 | 19 |
| 3 | 3.5 | 15 | 9.5 |
| 4 | 4.5 | 16 | 10 |
| 5 | 5.5 | 17 | 11 |
| 6 | 5.5 | 18 | 11.5 |
| 7 | 5.5 | 19 | 12 |
| 8 | 6 | 20 | 12.5 |
| 9 | 6 | 21 | 13 |
| 10 | 6.5 | 22 | 14 |
| 11 | 7.5 | 23 | 14.5 |
| 12 | 8 | 24 | 15 |
| 13 | 8.5 | 25 | 15.5 |
Los valores de rugosidad de la superficie pueden afectar en gran medida al rendimiento de los elementos de estanquidad.
Por esta razón, antes del Montaje, es importante verificar la rugosidad del vástago, de la superficie del agujero y de la superficie de la guarnición, de acuerdo con los valores de catalización dados y se recomienda verificar estos valores. (Ver página 60 - 61 - 62)
Los valores C indicados en la tabla 3.3 al lado son valores de chaflán apropiados para la instalación de juntas sin daños No debe haber bordes afilados ni rebabas en el chaflán. Todos los filetes de los bordes interiores y exteriores no especificados se fijan como r≤0,2.
Ángulo del chaflán: Debe estar en el rango de 15-20°.
En los sistemas de estanqueidad en tándem, el valor "C" debe determinarse en función de la mayor sección transversal de la junta.
Valores de Rugosidad Superficial
Los valores de rugosidad de la superficie de contacto en la que trabajarán los elementos de estanquidad afectan directamente al rendimiento o a la vida útil de los elementos de estanquidad. Las superficies de contacto deben esmerilarse, rectificarse, bruñirse o pulirse. (Tabla 3.4) Además, se puede aplicar un recubrimiento a la superficie de contacto (recubrimiento de cromo, recubrimiento cerámico, etc.). Los valores de rugosidad de la superficie deben estar en el intervalo de valores indicado en la Tabla 3.5 según el tipo de elemento de estanquidad.
La compatibilidad de los elementos de estanquidad con la rugosidad de la superficie de contacto varía en función del tipo de material utilizado. Los materiales elastómeros se adaptan muy bien a los cambios de la superficie de trabajo, los materiales termoplásticos se adaptan bien, mientras que los materiales de PTFE no se adaptan fácilmente a las variaciones de la superficie.
Los valores sugeridos de rugosidad superficial pueden variar en función del material del vástago, el tipo de fluido (líquido, gas), los valores de viscosidad y el material de revestimiento superficial utilizado en el sistema.
Póngase en contacto con nuestro departamento de ventas para aplicaciones que requieran el uso de fluidos diferentes.
Es muy importante endurecer el vástago antes de los procesos de recubrimiento y pulido de las superficies. Dependiendo del tipo de relleno en los tipos de PTFE rellenos, se requieren diferentes durezas superficiales especialmente en aplicaciones rotativas.

| Valores de rugosidad superficial de la superficie mate Según el Material de Sellado «μm» |
||
| Superficie del vástago y del taladro | ||
| Parámetro | PTFE | Elastómero-Termoplástico |
| Ra | 0.05-0.2 | 0.1-0.4 |
| Rz | 0.40-1.60 | 0.6-2.50 |
| Rmaks | 0.60-2.50 | 1.0-4.00 |
| Rmr (Cref=%5 - Rz/4) | %60-%90 | %50-%70 (Termoplástico) %55-%80 (Elastómero ) |
Compatibilidad de la rugosidad superficial
de Materiales
NBR
PU
PTFE
| Valores de rugosidad superficial según el tipo de fluido | ||||
| Valores Ra | ||||
| Aplicación | Termoplásticos y Juntas de Elastómero |
Juntas de PTFE | ||
| Dinámico Superficies |
Estática Superficies |
Dinámico Superficies |
Estática Superficies |
|
| Criogenia | - | - | 0.1 µm (maks) |
0.2 µm (maks) |
| Helio, Hidrógeno, Freón (aire acondicionado refrigerante R22-R404) |
0.1-0.25 µm | 0.3 µm (maks) |
0.15 µm (maks) |
0.3 µm (maks) |
| Aire, nitrógeno, argón, Gas natural, combustibles (Avión y coche) |
0.1-0.3 µm | 0.4 µm (maks) |
0.2 µm (maks) |
0.4µm (maks) |
| Agua, aceite hidráulico, Petróleo crudo |
0.1-0.4 µm | 0.8 µm (maks) |
0.3 µm (maks) |
0.8 µm (maks) |
| Rz Valores | ||||
| Aplicación | Juntas termoplásticas y de elastómero | Juntas de PTFE | ||
| Dinámico Superficies |
Superficies estáticas | Dinámico Superficies |
Estática Superficies |
|
| All Fluids |
Rz ≤ 8 x Ra 1.6 µm (maks) |
Rz ≤ 6 x Ra | Rz ≤ 8 x Ra 1.6 µm (maks) |
Rz ≤ 6 x Ra |
| Nota: Los valores de Rz superiores a los valores máximos recomendados aumentarán el desgaste de las juntas. | ||||
| Rz Valores | ||||
| Aplicación | Termoplásticos y Elastómeros Seals |
Juntas de PTFE | ||
| Dinámico Superficies |
Estática Superficies |
Dinámico Superficies |
Estática Superficies |
|
| Todos los fluidos | %50---%70 (termoplástico) |
---- | %60-%90 | ---- |
| %55---%80 (elastomer) |
||||
| El valor de Rmr debe considerarse en función de los puntos Rz / 4 and Cref = 5%. | ||||
Valores de rugosidad superficial
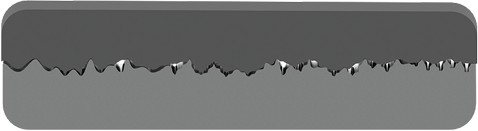
Ra – Valor medio aritmético absoluto de la distancia x de los puntos de medición a la línea central del perfil de medición.

Cálculo del perfil Ra
El parámetro Ra no difiere según el punto máximo o la estructura en profundidad de los perfiles (Fotografía 3.58).
Ra o cualquier otro parámetro por sí solo no es suficiente para determinar la idoneidad de la superficie. Los parámetros de rugosidad superficial deben evaluarse en su conjunto y ajustarse a los valores del catálogo.
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

Valores Ra de diferentes perfiles
Rz - Valor medio de rugosidad superficial: Media aritmética de 5 valores Rz en el rango de medición.
Rmaks - Profundidad máxima de rugosidad superficial: El mayor de los 5 valores Rz en el rango de medición.
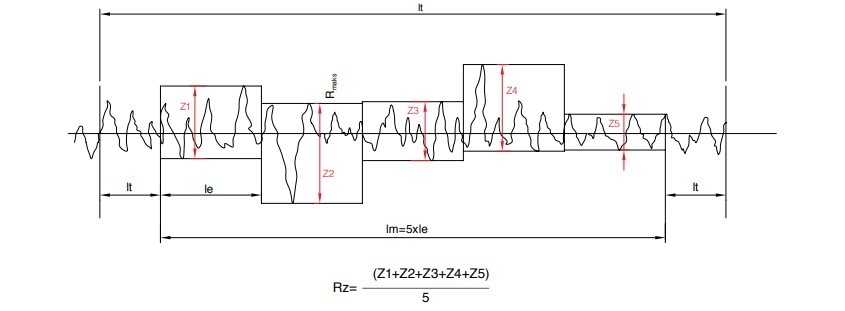
Cálculo del parámetro Rz y del valor Rmax
Valores de rugosidad superficial
Rmr - Porcentaje de Material en Perfil: Rmr es el porcentaje de contacto de material a una profundidad determinada en una sección de medición de superficie de perfil. Porcentaje de superficie de contacto Rmr es la relación de rugosidad de la superficie de una cierta longitud de la superficie a la superficie sin contacto cuando se corta a la profundidad C. Kastaş toma la línea de referencia Cref=5% en el cálculo de Rmr y calcula el porcentaje de contacto de Material en la sección Rz/4.
Los parámetros Ra y Rz por sí solos no proporcionan información suficiente sobre la superficie en la que trabajará el elemento de estanquidad. Cuando estos parámetros se evalúan junto con el valor Rmr, se puede determinar la idoneidad de la superficie de trabajo.
Para obtener los valores Ra, Rz, Rmr adecuados, debe prestarse atención al rectificado en varillas, bruñido en taladros o procesos especiales, y deben fabricarse de acuerdo con la información del catálogo.
En caso contrario, si el valor de Rmr se aproxima al 0%, el valor máximo de las superficies será elevado y provocará un efecto abrasivo. Si el valor de Rmr se aproxima al 100%, aumentarán los valores de temperatura debido a la falta de una película de aceite adecuada. Los elementos de estanquidad pueden deformarse debido a las altas temperaturas y pueden observarse fugas de aceite en sistemas de baja Presión con un valor de Rmr del 100%.


Porcentaje de cambios de material a diferentes profundidades de la sección de medición de la superficie.
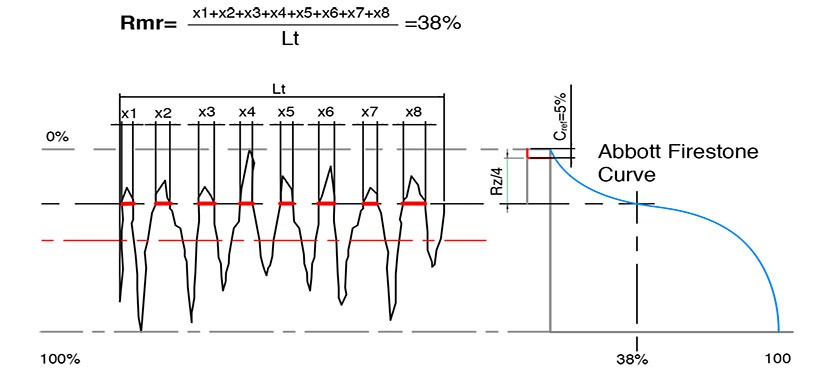
Cálculo del valor Rmr
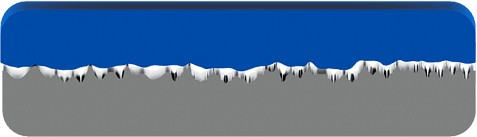
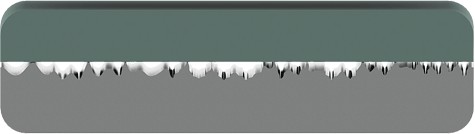
Hueco de extrusión
Los elementos de estanquidad funcionan de forma segura a determinadas presiones y con determinadas holguras de extrusión en función de sus materiales y diseños.
El valor de la ranura de extrusión se expresa como la distancia entre la ranura del elemento de estanquidad y la superficie de trabajo (varilla o agujero). La elevada tensión que se produce detrás del elemento de estanquidad en la dirección de la presión puede hacer que el material fluya hacia la ranura de extrusión comportándose como un fluido bajo el efecto de la presión.
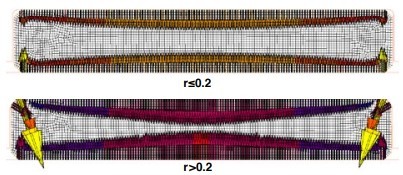
La figura 3.63 muestra las velocidades de extrusión de un elemento de estanquidad a la misma Presión con diferentes separaciones de extrusión.
La resistencia a la extrusión varía en función de la temperatura. A medida que aumenta la Temperatura, las propiedades mecánicas de los materiales disminuyen y la extrusión se hace más fácil. Especialmente en sistemas con temperatura superior a 60 °C, puede ser necesario reducir y aumentar los valores de diámetro de la hendidura de extrusión (calculados para que no haya riesgo de contacto entre metales) en función de las condiciones del sistema.
Uno de los fallos más comunes en los sistemas es la deformación por alargamiento que se observa detrás del elemento de estanquidad debido a un diseño inadecuado de la holgura de extrusión o al aumento del valor de extrusión debido a una desalineación axial en el sistema. El valor de la ranura de extrusión considerado en el diseño puede aumentar en los siguientes casos. La separación máxima de extrusión debe calcularse teniendo en cuenta estas situaciones.
Factores que afectan a Smax Value
- Desalineación axial en función del peso del cilindro.
- El efecto de cargas externas y dependiendo del tipo y funcionamiento del montaje del cilindro (funcionamiento en ángulo, condición horizontal, conexión media, conexión trasera) formación de flexión, inclinación en el eje.
- Huecos debidos a las tolerancias de la sección transversal de los elementos de guía y a la compresión de los elementos de guía
- Holguras causadas por las tolerancias de fabricación de las piezas del cilindro.
Una de las cosas más importantes que hay que tener en cuenta en la fabricación de ranuras es el radio detrás del elemento de estanquidad. Para elementos de estanquidad de doble efecto, ambas esquinas deben tener R≤0,2 mm. Los valores de R superiores a 0,2 mm aumentan la tendencia a la extrusión.
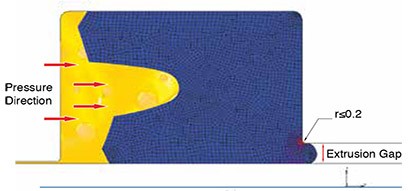
Elemento de estanquidad SEA bajo 150 Bar de Presión.
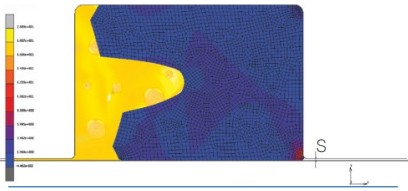
S=0.1 mm
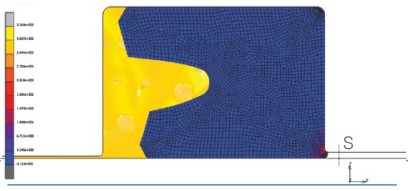
S=0.3 mm

S=0.5 mm
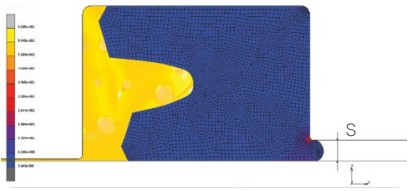
S=1 mm
Cálculo de los valores de la holgura de extrusión del vástago y el pistón
Al calcular los valores Smax y Smin deben tenerse en cuenta las ranuras y las tolerancias de la sección transversal del anillo guía, tal como se indica a continuación. Smax y Smin son valores críticos; mientras que Smax afecta directamente al
extrusión de material, el valor Smin indica el riesgo de contacto entre metales. Póngase en contacto con nuestro departamento de ventas si el valor Smin es inferior a 0,15 mm.
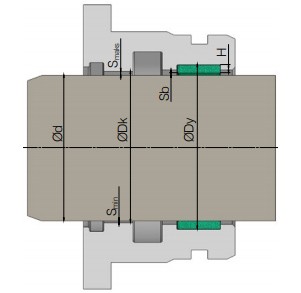
Prensaestopas - Holgura de extrusión de vástago
Valores de la holgura de extrusión glándula - vástago
| Smaks | Distancia máxima de extrusión |
| Smin | Distancia mínima de extrusión |
| Sb | Brecha de orientación |
| Ød | Diámetro del vástago |
| ØDy | Diámetro de la ranura del anillo guía |
| ØDk | Diámetro del hueco de extrusión del elemento de estanquidad. |
| H | Espesor de la sección transversal del anillo guía |
| Smaks | [(Dkmax-Ødmin)/2]+[Sbmax/2] |
| Smin | [ØDk-(ØDymax-(2*Hmin))]/2 |
| Sbmaks | [ØDymax-(2*Hmin)]-Ødmin |
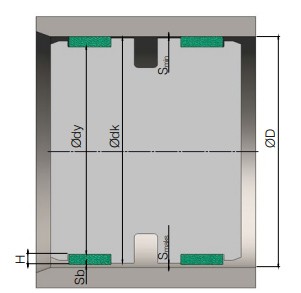
Cabeza del Pistón - Holgura de extrusión del orificio
Cabeza del Pistón - Valores de la Holgura de Extrusión del Taladro
| Smax | Distancia máxima de extrusión |
| Smin | Distancia mínima de extrusión |
| Sb | Brecha de orientación |
| Ød | Diámetro interior |
| ØDy | Diámetro de la ranura del anillo guía |
| ØDk | Diámetro del hueco de extrusión del elemento de estanquidad. |
| H | Espesor de la sección transversal del anillo guía |
| Smax | [(ØDmax-Ødkmin)/2]+[Sbmax/2] |
| Smin | [(Ødymin+(2*Hmin))] - (Ødkmax/2) |
| Sbmax | ØDmax-[Ødymin+(2*Hmin)] |
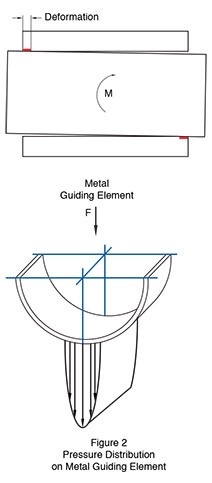
Elementos rectores
Aunque las guías de los cilindros no sirven como elementos de estanquidad, son los elementos que afectan directamente al rendimiento de la estanquidad. Los elementos de guiado se utilizan para soportar las cargas verticales de los cilindros y evitar el contacto entre metales. Los sistemas deben seleccionarse teniendo en cuenta la carrera, las posiciones de trabajo, la velocidad y los valores de temperatura.
La mayoría de los sistemas actuales utilizan elementos de guiado termoplásticos, de PTFE, compuestos, en lugar de elementos de guiado metálicos.
- Fácil de montar, fácil de sustituir en mantenimiento, solución de bajo coste
- Gran capacidad de carga
- Alta resistencia al desgaste y larga vida útil
- Capacidad para amortiguar sistemas vibratorios
- Baja fricción
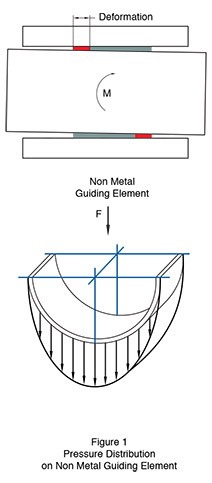
- No crea presión hidrodinámica
- Funciona sin dañar las superficies metálicas
Materiales de los elementos guía
Elementos de guía termoplásticos: Los elementos de guiado de POM o PA se utilizan generalmente reforzados con fibra de vidrio o puros. Se prefieren los elementos de guiado de POM y PA por ser económicos. A temperaturas de 60 °C y superiores, los elementos de guiado de POM y PA disminuyen la capacidad de carga y la presión de contacto superficial como en otros termoplásticos. Son adecuados para aplicaciones ligeras y medias.
Elementos de guía de PTFE: Los elementos de guiado de PTFE se utilizan en sistemas en los que existen altas temperaturas, productos químicos en el entorno de trabajo y se requieren fuerzas de baja fricción. Propiedades de los elementos de guiado de PTFE; se pueden utilizar aditivos de bronce, carbono y disulfuro de molibdeno para hacer que los elementos de guiado sean más adecuados para el sistema en el que van a trabajar. Las buenas propiedades de elasticidad de los elementos de guiado de PTFE son las principales razones de elección para los diseños. En algunas aplicaciones, los elementos de guiado de PTFE se utilizan con otros elementos de guiado con mayor capacidad de carga. En tales aplicaciones, el elemento de guiado de PTFE recoge las partículas extrañas del entorno y evita que estas partículas se adhieran al elemento de guiado más duro y dañen el cilindro o el vástago. Se utilizan en aplicaciones ligeras y medias debido a las bajas presiones de contacto.
Elementos rectores compuestos: Son productos compuestos por una combinación de telas como algodón, poliéster, aramida, etc., resinas y distintos materiales de relleno. Tienen una gran capacidad de carga y pueden utilizarse en aplicaciones pesadas. Los elementos de guiado compuestos crean una superficie de apoyo mucho mejor gracias a su estructura elástica, por lo que soportan mejor las fuerzas radiales del sistema. La distribución de la carga es casi homogénea en los elementos de guiado de material compuesto, de esta manera evitan los problemas causados por el funcionamiento en seco debido a los desajustes en el sistema que pueden producirse debido a las altas deformaciones elásticas. La resina evita la rotura de piezas de los elementos de guiado. El aditivo PTFE en los elementos de guiado compuestos reduce la fricción. Los elementos de guiado de material compuesto mantienen muy bien su estabilidad dimensional a altas temperaturas de funcionamiento en comparación con otros elementos de guiado. Hoy en día, la capacidad de carga de los elementos de guiado, que se prefieren sobre todo en los sectores en los que se utilizan cilindros para cargas medias y pesadas, cambia con el efecto de la temperatura y la velocidad. La capacidad de carga disminuye al aumentar la temperatura y la velocidad.
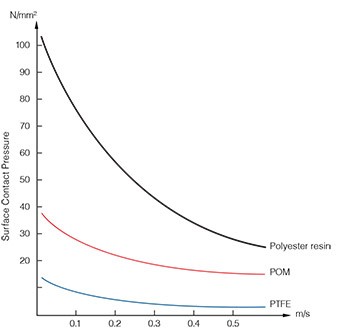
Surface Contact Pressure – Speed Graph at 60°C
Selección del elemento rector
El cálculo de los elementos de guiado es muy importante en los cilindros. Durante la fase de diseño, los cálculos deben realizarse en función de información como las cargas sobre el cilindro, la posición de funcionamiento del cilindro y la carrera, y deben seleccionarse los productos más adecuados. De lo contrario, es posible que el sistema no funcione con seguridad y se produzcan deformaciones mecánicas. La longitud del cojinete puede calcularse en función de la fuerza que afecta al cojinete con la información que se indica a continuación.
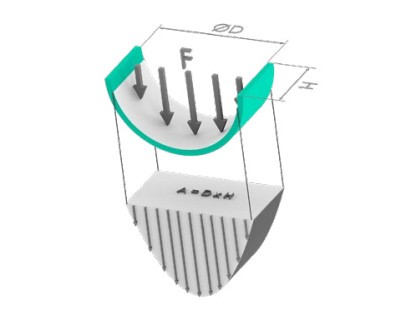
Cálculo de la carga del elemento de guía
- A: Superficie teórica total afectada por la fuerza .
- ØD: Diámetro del orificio para el pistón, diámetro del eje para el vástago
- H: Anchura del elemento de guía
- E: Factor de seguridad
- Y: Capacidad de carga del elemento de guiado (N/mm2)
- F: Fuerza que actúa sobre el elemento de guía .
A continuación se indica la fórmula que debe utilizarse para elegir la anchura más adecuada del elemento de guiado. Para utilizar la fórmula debe conocerse la fuerza que afecta al rodamiento.
Nota: Al calcular la capacidad de carga del elemento de guiado deben tenerse en cuenta las variaciones de fuerza, velocidad y temperatura que pueden producirse en el sistema. Por esta razón, se recomienda tomar el coeficiente de seguridad "E" como mínimo 2.
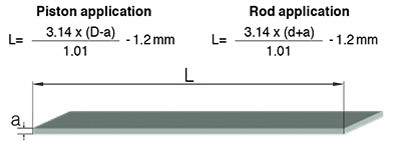
Cálculo de la longitud de las bandas de guiado
L= Longitud de la banda guía (mm)
D= Diámetro nominal del orificio (mm)
d= Diámetro nominal del eje (mm)
a= Espesor de la pared del elemento de guía (mm)
Información sobre las ranuras de los elementos de guiado
Las tolerancias del diámetro de procesamiento de las ranuras en los elementos de guiado se dan con tolerancias más estrechas que en los elementos de estanquidad. Los errores de medición que se produzcan en las ranuras de los anillos guía pueden tener un efecto significativo en el rendimiento del sistema al afectar directamente al paso de caudal "S". Es importante realizar el mecanizado y comprobar las dimensiones prestando atención a las tolerancias de mecanizado indicadas en el catálogo. Hacer que el radio de la esquina de la ranura supere el valor dado de r≤0,2 mm en los elementos de guía puede causar problemas durante el montaje y el funcionamiento.
Elemento Orientador "K" Brecha
La holgura denominada rango "K" es de gran importancia en los rodamientos. Esta holgura impide la formación de presión hidrodinámica al permitir que el fluido hidráulico llegue a los principales elementos de estanqueidad. Salvo peticiones especiales, se recomienda que el ángulo de corte del rango "K" sea de 45 grados. El ángulo de corte y el tipo se pueden cambiar según las peticiones especiales.
El rango de valores "K" para cojinetes termoplásticos y compuestos puede verse en la siguiente tabla.
| Ø | Guía de compuestos Anillo min K |
Guía de compuestos Anillo max K |
| Ø40 | 2.00 | 2.50 |
| Ø100 | 3.50 | 5.00 |
| Ø200 | 6.00 | 9.00 |
| Ø300 | 10.00 | 12.50 |
| Ø400 | 14.00 | 16.00 |
| Ø500 | 16.00 | 20.00 |
| Ø600 | 20.00 | 24.00 |
| Ø700 | 22.00 | 25.00 |
| Ø800 | 26.00 | 32.00 |
| Ø900 | 28.00 | 35.00 |
| Ø1000 | 32.00 | <38.00/td> |

| Ø | Termoplástico Anillo guía "K |
| 10-40 | 2-2.5 |
| >150 | 3-4 |
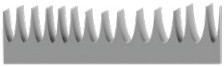
Tipos de elementos rectores
Los elementos de guiado pueden fabricarse en varios diseños. Pueden fabricarse en forma de "L", "U", "T" o planos, dependiendo de las aplicaciones y los tipos de ranura en los que vayan a montarse. Los rodamientos de tipo "L" y "T" se ven generalmente en aplicaciones de cilindros telescópicos. Pueden fabricarse con materiales termoplásticos reforzados con fibra de vidrio. La capacidad de carga puede aumentar en función del aditivo de fibra de vidrio.
Perfiles de los elementos rectores
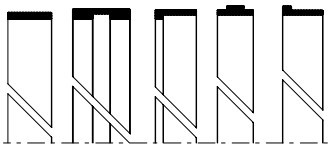
Guiding Element Cut Types