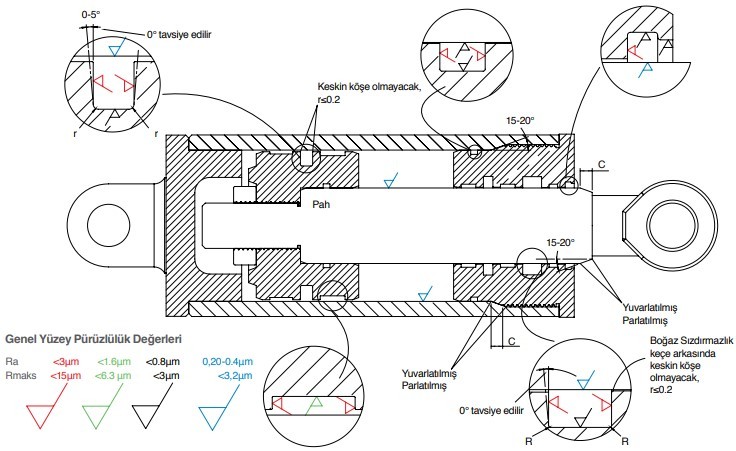
- Следует обращать внимание на фаски штока и трубы, размеры, радиусы основания канала и углов.
- При выборе штока цилиндра предпочтение следует отдавать изделиям с индукционной закалкой поверхности на глубину до 2,5 мм, с твердостью не менее 45 HRC и хромированием 25–40 мкм. В зависимости от материала уплотнительного элемента, значения давления и условий эксплуатации твердость может быть увеличена до 50–60 HRC.
- Необходимо обеспечить центрирование между бугелем и трубой, штоком и головкой поршня. В зависимости от диаметра цилиндра, центрирование должно выполняться в допусках H7/f7 или H8/f7. В деталях, соединяемых резьбой, центрирование обязательно.
- Следует уделять внимание портам входа и выхода масла; конструкция не должна вызывать кавитацию и турбулентные потоки.
- Если используются металлические направляющие, обязательно должны быть предусмотрены спиральные масляные каналы. Следует предотвратить образование гидродинамического давления. При выборе направляющих необходимо учитывать нагрузки, действующие на цилиндр.
- Статические уплотнительные каналы должны быть прямоугольного сечения.
- В конструкциях с открытыми каналами необходимо обязательно предусматривать меры против выпадения уплотнительных элементов на головке поршня и в бугеле. В системах широко применяются винты-фиксатор (setscrew) и химические методы фиксации.
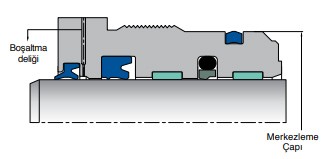
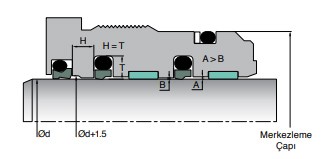
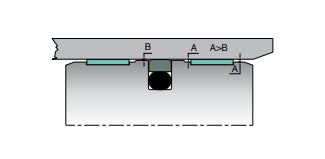
- При использовании пылезащитного кольца Nutring с кромкой рекомендуется создавать масляную полость за основным уплотнительным элементом. Если основной уплотнительный элемент не имеет функции отвода масла, необходимо предусмотреть сливное отверстие. Рекомендуется изготавливать размеры зазора S между стенками направляющего элемента и задней частью основного уплотнительного элемента различными (A–B). Ступенчатая обработка головки поршня или бугеля способствует свободному проходу масла и повышает эффективность системы.
- В конструкциях с тандемными уплотнительными элементами между первым и вторым уплотнением размещается направляющая, что позволяет собрать масло на большой площади и повысить эффективность направляющей системы.
- Если изделия имеют конструкцию, не поддающуюся деформации, такие как уплотнительные группы (packing), изделия с отношением толщины к диаметру выше значений, указанных в таблице 3.2, изделия из PTFE с пружиной и т.п., они должны устанавливаться в открытые каналы. В каналах, состоящих из нескольких частей, необходимо обеспечить центрирование между деталями и отсутствие зазоров в посадочных местах изделия. Также следует обеспечить неподвижность деталей, образующих открытый канал под давлением, предотвратить увеличение размеров посадочного места и потерю контакта между деталями; должны быть приняты соответствующие меры фиксации.
Ключевые Моменты При Проектировании Гидроцилиндров
Примечание: Значения, приведённые на изображении выше, являются общими. Они могут варьироваться в зависимости от материала уплотнительного элемента и типа рабочей среды.
Рекомендуемые Значения Фаски в Гидроцилиндрах
| Толщина стенки ≤ | Cmin | Толщина стенки ≤ | Cmin |
| 2 | 2.5 | 14 | 19 |
| 3 | 3.5 | 15 | 9.5 |
| 4 | 4.5 | 16 | 10 |
| 5 | 5.5 | 17 | 11 |
| 6 | 5.5 | 18 | 11.5 |
| 7 | 5.5 | 19 | 12 |
| 8 | 6 | 20 | 12.5 |
| 9 | 6 | 21 | 13 |
| 10 | 6.5 | 22 | 14 |
| 11 | 7.5 | 23 | 14.5 |
| 12 | 8 | 24 | 15 |
| 13 | 8.5 | 25 | 15.5 |
Параметры шероховатости поверхности уплотнительных элементов существенно влияют на эксплуатационные характеристики.
Поэтому перед установкой важно убедиться, что значения шероховатости поверхности труб, штока и внутренних каналов соответствуют значениям, приведённым в каталоге, и рекомендуется провести проверку.
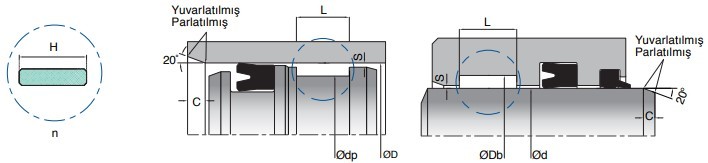
Значения C, указанные в Таблице 3.3 рядом, представляют собой рекомендуемые фаски, позволяющие устанавливать уплотнения без повреждений. На фасках не должно быть острых краёв и заусенцев. Все неуказанные внутренние и внешние радиусы углов должны быть выполнены с r≤0.2.
Угол фаски должен быть в пределах 15–20°. В случаях тандемных уплотнений значение "C" следует выбирать в зависимости от уплотнения с наибольшей толщиной стенки.
Значения шероховатости поверхности
Значения шероховатости поверхности сопряжённой с элементами уплотнения поверхности напрямую влияют на эффективность и срок службы уплотнительных элементов. Рабочие поверхности должны быть отхонгованы, отполированы, прошлифованы или подвергнуты прижатию (см. Таблицу 3.4). Также может применяться покрытие рабочей поверхности (хромовое, керамическое и т.д.). Значения шероховатости поверхности должны находиться в диапазоне, указанном в Таблице 3.5, в зависимости от типа уплотнительного элемента.
Совместимость шероховатости поверхности с уплотнительными элементами варьируется в зависимости от используемого материала. Эластомеры хорошо адаптируются к изменениям поверхности, термопластики — удовлетворительно, а материалы на основе PTFE — слабо.
Рекомендуемые значения шероховатости поверхности могут изменяться в зависимости от материала штока, типа среды (жидкость, газ), вязкости и типа покрытия поверхности.
В случае применения различных рабочих сред, необходимо проконсультироваться с отделом продаж.
Перед нанесением покрытия и полировкой поверхности крайне важно проводить упрочнение штоков. В типах наполненного PTFE, в зависимости от вида наполнителя, особенно в вращающихся приложениях, может потребоваться различная твёрдость поверхности.

| Общие значения шероховатости поверхности для рабочих поверхностей уплотнительных элементов «µm» |
||
| Поверхность штока и цилиндра | ||
| Параметр | PTFE | Эластомер-Термопластик |
| Ra | 0.05–0.2 | 0.1–0.4 |
| Rz | 0.40–1.60 | 0.6–2.50 |
| Rмакс | 0.60–2.50 | 1.0–4.00 |
| Rmr (Cref=5% – Rz/4) | 60%–90% | 50%–70% (термопластик) 55%–80% (эластомер) |
Совместимость шероховатости поверхности
в зависимости от типа материала
NBR
PU
PTFE
| Значения шероховатости поверхности по типу среды | ||||
| Значения Ra | ||||
| Применение | Термопластичные и эластомерные уплотнения |
Уплотнения из PTFE | ||
| Динамические поверхности |
Статические поверхности |
Динамические поверхности |
Статические поверхности |
|
| Криогенные жидкости | - | - | 0.1 µm (макс) |
0.2 µm (макс) |
| Гелий, водород, фреоны (R22-R404) |
0.1–0.25 µm | 0.3 µm (макс) |
0.15 µm (макс) |
0.3 µm (макс) |
| Гелий, водород, фреоны (R22-R404) |
0.1–0.25 µm | 0.3 µm (макс) |
0.15 µm (макс) |
0.3 µm (макс) |
| Воздух, азот, аргон, природный газ (авиация и автомобили) |
0.1–0.3 µm | 0.4 µm (макс) |
0.2 µm (макс) |
0.4 µm (макс) |
| Воздух, азот, аргон, природный газ (авиация и автомобили) |
0.1–0.4 µm | 0.8 µm (макс) |
0.3 µm (макс) |
0.8 µm (макс) |
| Значения Rz | ||||
| Применение | Термопластичные и эластомерные уплотнения | Уплотнения из PTFE | ||
| Динамические поверхности |
Статические поверхности | Динамические поверхности |
Статические поверхности |
|
| Все жидкости |
Rz ≤ 8 x Ra 1.6 мкм (макс.) |
Rz ≤ 6 x Ra | Rz ≤ 8 x Ra 1.6 мкм (макс.) |
Rz ≤ 6 x Ra |
| Примечание: превышение рекомендованных максимальных значений Rz может привести к повышенному износу уплотнений. |
||||
| Значения Rz | ||||
| Применение | Термопластичные и эластомерные уплотнения |
Уплотнения из PTFE | ||
| Динамические поверхности |
Статические поверхности |
Динамические поверхности |
Статические поверхности |
|
| Все среды | %50—%70 (термопластик) |
---- | %60—%90 | ---- |
| %55—%80 (эластомер) |
||||
| Значение Rmr должно определяться по точкам Rz/4 и Cref=%5. | ||||
Параметры шероховатости поверхности
Ra – Шероховатость поверхности — это среднее арифметическое абсолютных отклонений измеренных точек профиля от центральной осевой линии.

Расчёт параметра Ra
Параметр Ra не зависит от формы вершин или глубины профиля.
Ra или любой другой параметр не является достаточным для определения пригодности поверхности по отдельности. Параметры шероховатости должны оцениваться в комплексе и соответствовать значениям, указанным в каталоге.
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

Значения Ra на разных профилях
Rz – Среднее значение высоты неровностей: арифметическое среднее из 5 значений Rz в пределах измерительного интервала.
Rmaks – Максимальная глубина неровностей: наибольшее значение Rz среди 5 измеренных в интервале.
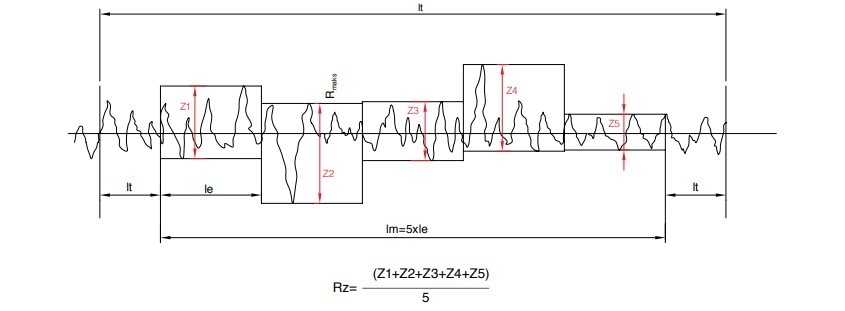
Расчёт Rz и значение Rmaks
Параметры шероховатости поверхности
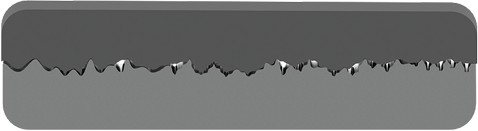
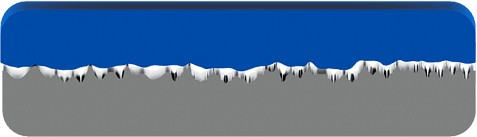
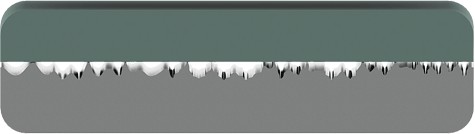
Rmr – Процент материала в профиле: Rmr — это процент контакта материала на поперечном сечении поверхности в заданной глубине. Процент площади контакта поверхности (Rmr) определяется как соотношение площади контактирующих участков к общей площади при срезе поверхности на глубине C. В расчётах Kastaş используется опорная линия Cref=5% и расчет материала в сечении Rz/4.
Параметры Ra и Rz по отдельности не дают полного представления о пригодности поверхности для работы уплотнительного элемента. Оценка поверхности должна проводиться в комплексе с учетом значения Rmr.
Для достижения требуемых значений Ra, Rz и Rmr необходимо уделить внимание шлифовке штоков, хонингованию труб и другим специальным операциям. Изготовление должно соответствовать значениям, указанным в каталоге.
В противном случае, если значение Rmr приближается к 0%, предполагается наличие острых вершин на поверхности, что может привести к абразивному износу.
Если же значение Rmr приближается к 100%, возникает эффект зеркальности поверхности. Это может препятствовать образованию масляной плёнки, привести к перегреву, деформации уплотнительных элементов и протечкам масла в низконапорных системах.


Процент материала изменяется в зависимости от глубины сечения поверхности.
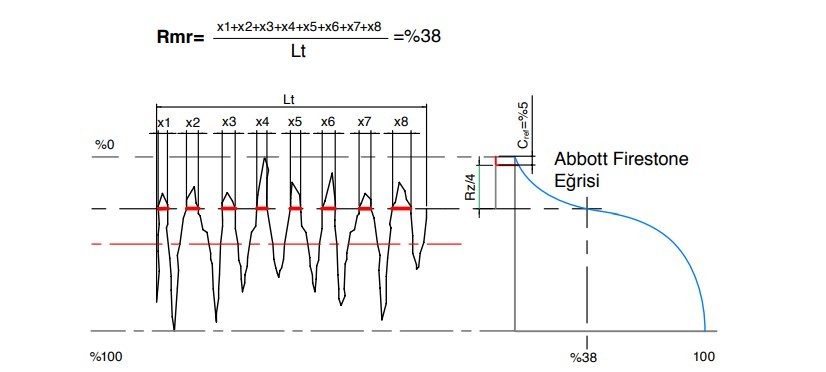
Расчёт параметра шероховатости поверхности Rmr
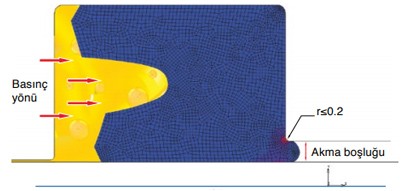
Зазор для ползучести
Уплотнительные элементы в зависимости от используемого материала и конструкции обладают способностью безопасной работы при определённом давлении и определённом зазоре.
Зазор для ползучести — это расстояние между посадочным местом уплотнителя и рабочей поверхностью (шток или гильза). Высокое напряжение за уплотнением в направлении давления может вызвать ползучесть материала, поведение которого при высоком давлении становится схожим с жидкостью.
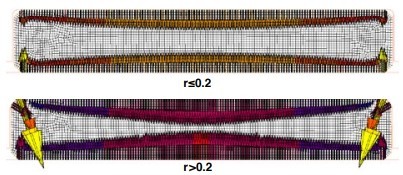
На изображении рядом показано, как увеличивается деформация одного и того же изделия при одинаковом давлении при увеличении зазора для ползучести.
Сопротивление ползучести зависит от температуры. При повышении температуры механические свойства уплотнительных материалов ослабевают, что облегчает ползучесть. Особенно в системах, где температура превышает 60 °C, размеры зазора для ползучести должны корректироваться в зависимости от условий системы (при этом следует избегать контакта металл-металл).
Одной из самых распространённых ошибок в системах является неправильное проектирование зазора для ползучести или увеличение зазора из-за осевого смещения, что приводит к вытяжке уплотнителя. Максимальное значение зазора для ползучести должно рассчитываться с учетом следующих факторов:
Факторы, влияющие на значение Smaks
- Осевое смещение, возникающее из-за веса цилиндра
- Деформация штока (прогиб, наклон) в зависимости от внешних нагрузок и типа установки/эксплуатации цилиндра (наклонная работа, горизонтальная установка, переднее или заднее крепление)
- Допуски толщины направляющих и зазоры, возникающие из-за их смятия
- Зазоры, возникающие из-за производственных допусков деталей цилиндра
- В конструкции канала одним из наиболее важных моментов является радиус за уплотнителем. В двухсторонних уплотнителях на обоих углах радиус должен быть R ≤ 0,2 мм. Если значение R превышает 0,2 мм, склонность к ползучести возрастает.
Изображения SEA-уплотнения под давлением 150 бар
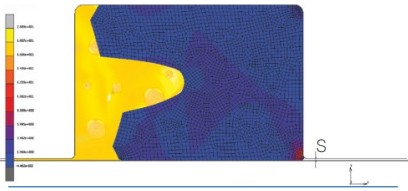
S=0.1 мм
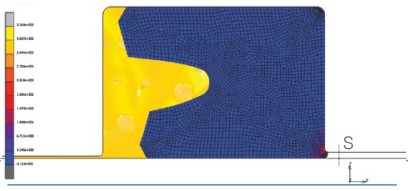
S=0.3 мм

S=0.5 мм
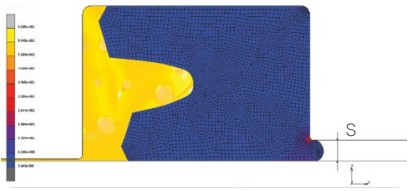
S=1 мм
Расчёт значений зазора ползучести поршня и крышки
При расчёте зазора ползучести в цилиндрах необходимо учитывать каналы направляющих и их допуски, а также допуски на толщину направляющих. Значения Smaks и Smin можно рассчитать следующим образом. Значение Smaks влияет на ползучесть материала, тогда как значение Smin
указывает на риск контакта металл к металлу. Если значение Smin меньше 0.15 мм, рекомендуется связаться с нашим отделом продаж.
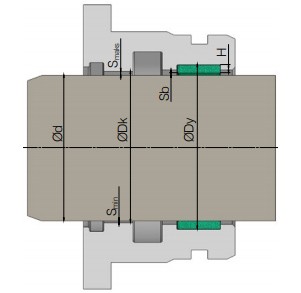
Схема зазора ползучести в крышке
Значения зазора ползучести в крышке
| Smaks | Максимальный зазор ползучести |
| Smin | Минимальный зазор ползучести |
| Sb | Зазор направляющей |
| Ød | Диаметр штока |
| ØDy | Базовый диаметр направляющей |
| ØDk | Диаметр зазора ползучести уплотнителя |
| H | Толщина направляющей |
| Smaks | [(Dkmaks-Ødmin)/2]+[Sbmaks/2] |
| Smin | [ØDk-(ØDymaks-(2*Hmin))]/2 |
| Sbmaks | [ØDymaks-(2*Hmin)]-Ødmin |
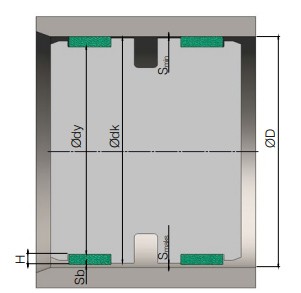
Изображение зазора ползучести поршня
Значения зазора ползучести поршня
| Smaks | Максимальный зазор ползучести |
| Smin | Минимальный зазор ползучести |
| Sb | Зазор направляющей |
| Ød | Диаметр трубы |
| ØDy | Базовый диаметр направляющей |
| ØDk | Диаметр зазора ползучести уплотнителя |
| H | Толщина направляющей |
| Smaks | [(ØDmaks-Ødkmin)/2]+[Sbmaks/2] |
| Smin | [(Ødymin+(2*Hmin))] - (Ødkmaks/2) |
| Sbmaks | ØDmaks-[Ødymin+(2*Hmin)] |
Направляющие элементы
Хотя направляющие в цилиндрах не выполняют функцию уплотнения, они напрямую влияют на его эффективность. Направляющие элементы используются для восприятия поперечных нагрузок, возникающих в цилиндрах, и предотвращения контакта металл-металл. Они должны подбираться с учетом хода, рабочих положений, скорости и температурных условий системы.
В современных системах вместо металлических направляющих во многих случаях используются направляющие из термопластов, PTFE и композитных материалов.
- Легкость монтажа, простая замена при техническом обслуживании, низкая стоимость
- Высокая грузоподъемность
- Высокая износостойкость и долгий срок службы
- Способность демпфировать вибрации в системах
- Низкий коэффициент трения
- Не создают гидродинамического давления
- Работают, не повреждая металлические поверхности
Материалы направляющих элементов
Термопластичные направляющие элементы: Направляющие из POM или PA, как правило, используются в чистом виде или с добавлением стекловолокна. Их экономичность часто делает их предпочтительным выбором для пользователей. Следует учитывать, что, как и у других термопластов, при температурах 60 °C и выше контактное давление на поверхности уменьшается, а несущая способность снижается. Подходят для легких и средних условий эксплуатации. PTFE-направляющие элементы: Применяются в условиях высоких температур, наличия химических веществ и необходимости низкого трения. Их свойства можно адаптировать к конкретной системе путем изменения доли бронзы, углерода или дисульфида молибдена в составе. Хорошая эластичность делает их предпочтительными для конструкций. В некоторых случаях PTFE-направляющие используются вместе с более прочными направляющими элементами: PTFE собирает посторонние частицы, предотвращая их контакт с более твердыми поверхностями и возможное повреждение штока или цилиндра. Из-за низкого контактного давления они применяются в легких и средненагруженных системах.
Композитные направляющие: Изготавливаются из хлопковых, полиэфирных, арамидных и других тканей, пропитанных смолами с добавлением различных наполнителей. Эти изделия обладают высокой несущей способностью и используются в тяжёлых условиях эксплуатации. Благодаря своей эластичности обеспечивают большую площадь контакта и лучше справляются с радиальными нагрузками. Учитывая возможные осевые смещения из-за высоких упругих деформаций, равномерное распределение нагрузки предотвращает проблемы, вызванные сухим трением. Структура устойчива к разрушению благодаря использованию смолы. Добавки из PTFE снижают силу трения. По сравнению с другими материалами направляющих, композиты лучше сохраняют размерную стабильность при колебаниях температуры. Сегодня это наиболее часто используемые направляющие элементы в цилиндрах средней и высокой нагрузки. Однако с увеличением температуры и скорости несущая способность снижается.
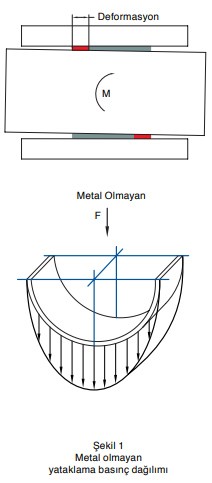
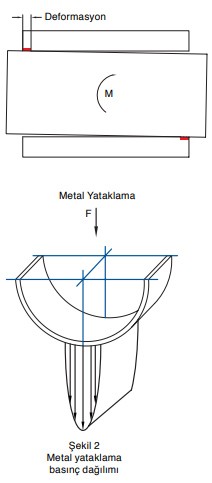
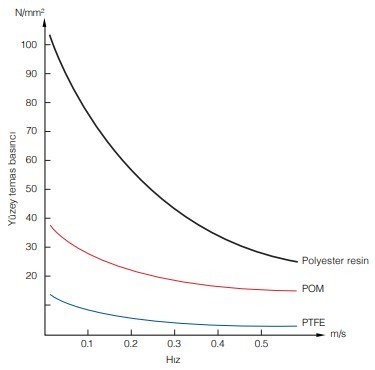
График зависимости давления контакта поверхности направляющего элемента от скорости при 60 °C
Выбор Направляющего Элемента
Расчёт направляющих в гидравлических цилиндрах имеет большое значение. На этапе проектирования необходимо выбирать наиболее подходящие изделия на основе расчётов, выполненных с учётом нагрузок, положения цилиндра при работе и длины хода. В противном случае система может работать небезопасно и подвергаться механическим повреждениям. Ниже представлена формула, позволяющая рассчитать длину направляющей полосы на основе силы, действующей на направляющий элемент.
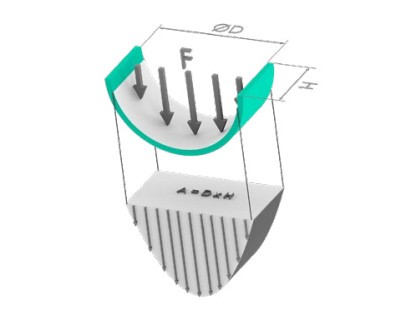
Расчёт Нагрузки на Направляющий Элемент
- A: Общая теоретическая площадь, на которую действует сила
- ØD: Внутренний диаметр трубы для поршня / диаметр штока для уплотнения в крышке
- H: Ширина направляющего элемента
- E: Коэффициент запаса прочности
- Y: Несущая способность направляющего элемента (N/мм²)
- F: Действующая нагрузка на направляющий элемент
Для выбора оптимальной ширины направляющей используется следующая формула. Важно знать величину нагрузки, действующей на направляющий элемент.
ПРИМЕЧАНИЕ: При выполнении расчётов направляющих следует учитывать возможные изменения нагрузки, скорости и температуры. Рекомендуется принимать коэффициент запаса прочности «E» не менее 3.
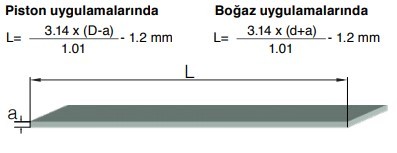
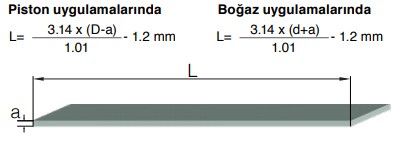
Расчёт Длины Ленты Направляющей Втулки
L = Длина направляющей ленты (мм)
D = Номинальный диаметр трубы (мм)
d = Номинальный диаметр штока (мм)
a = Толщина стенки направляющего элемента с одной стороны (мм)
Информация о Каналах для Направляющих Элементов
Допуски на диаметр обработки каналов под направляющие элементы задаются более узкими, чем для уплотнительных элементов. Ошибки в размерах каналов направляющих напрямую влияют на зазор «S» и, следовательно, на производительность системы. Очень важно соблюдать допуски, указанные в каталоге, и проверять размеры после обработки.
Если радиусы скруглений в каналах направляющих элементов превышают допустимое значение r ≤ 0.2 мм, это может вызвать проблемы при монтаже и в процессе эксплуатации.
Информация о Каналах для Направляющих Элементов
Зазор «K» в направляющих элементах имеет важное значение. Он обеспечивает доступ гидравлической жидкости к основным уплотнительным элементам и предотвращает образование гидродинамического давления. Если нет специальных требований, рекомендуется, чтобы угол разреза в зоне «K» составлял 45 градусов. При необходимости угол и тип разреза могут быть изменены.
Значения зазора «K» для термопластиковых и композитных направляющих элементов приведены в таблице ниже.
| Ø | Минимум K для композитной направляющей |
Максимум K для композитной направляющей |
| Ø40 | 2.00 | 2.50 |
| Ø100 | 3.50 | 5.00 |
| Ø200 | 6.00 | 9.00 |
| Ø300 | 10.00 | 12.50 |
| Ø400 | 14.00 | 16.00 |
| Ø500 | 16.00 | 20.00 |
| Ø600 | 20.00 | 24.00 |
| Ø700 | 22.00 | 25.00 |
| Ø800 | 26.00 | 32.00 |
| Ø900 | 28.00 | 35.00 |
| Ø1000 | 32.00 | <38.00 |

| Ø | Термопластичная направляющая «K» |
| 10-40 | 2-2.5 |
| >150 | 3-4 |
Типы Направляющих Элементов
Направляющие элементы могут изготавливаться с различной геометрией. В зависимости от конструкции монтажного канала и области применения, они могут быть выполнены в формах «L», «U», «T» или в виде прямой полосы. Направляющие типа «L» и «T» чаще всего применяются в телескопических цилиндрах. Производство возможно из терм