- Es sollte darauf geachtet werden, Stange Fase und Bohrung Fase Winkel, Abmessungen und Radius Werte, die in Dichtungsnut und Rand bezahlt werden.
- Bei der Auswahl von Zylinderstangen sollten Produkte mit einer induktiv gehärteten Oberfläche von bis zu 2,5 mm Tiefe, mindestens 45 HRC Härte und 25-40 μm verchromt an der Spitze bevorzugt werden. Der zu verwendende Härtewert von 50-60 HRC kann je nach dem Werkstoff des Dichtelements, den Druckwerten und den Arbeitsbedingungen erforderlich sein.
- Die Zentrierung sollte zwischen dem Halskeil und dem Rohr, der Stange und dem Kolbenboden vorgenommen werden. Je nach Zylinderdurchmesser sollte die Zentrierung mit den Toleranzen H7/f7 oder H8/f7 erfolgen. Es muss darauf geachtet werden, dass die Teile konzentrisch zueinander sind.
- Die Ölein- und -auslassöffnungen sind so zu gestalten, dass keine Kavitation oder turbulente Strömung entsteht.
- Wenn Metallführungsringe verwendet werden, müssen spiralförmige Ölkanäle im Schneidverfahren hergestellt werden... Hydrodynamischer Druckaufbau sollte vermieden werden. Die Belastungen des Zylinders sollten bei der Auswahl der Führungsringe berücksichtigt werden.
- Es sollte darauf geachtet werden, dass die statischen Dichtungsnuten rechtwinklig sind.
- Bei Dichtungselementen, die in offenen Nuten eingesetzt werden, sind Vorkehrungen zu treffen, um ein Lösen der Schrauben am Kolbenkopf und an der Stangeneinheit zu verhindern. Stellschrauben und chemische Befestigungslösungen für die Zähne sind in den Systemen weit verbreitet.
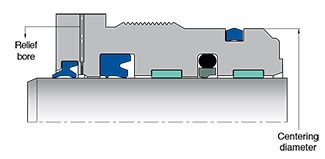
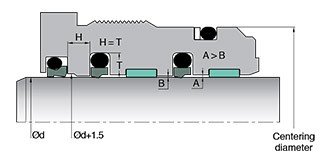
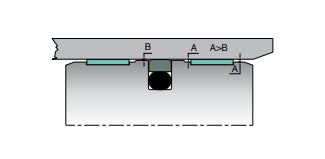
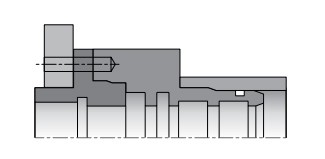
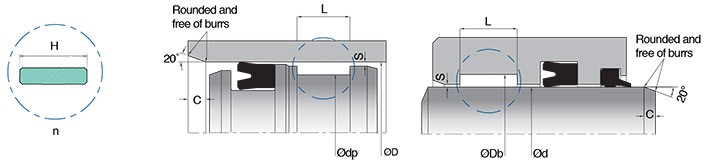
- Bei Verwendung eines doppeltwirkenden Stangenabstreifers oder Abstreifers wird empfohlen, eine Entlastungsbohrung hinter dem Hauptdichtungselement vorzusehen. Verfügt das Hauptdichtelement nicht über eine Entlastungsbohrung, muss diese geöffnet werden. Der Extrusionsspalt "S" hinter der Hauptdichtung und den Führungsringwänden sollte in unterschiedlichen Abmessungen (A-B) ausgeführt werden. Wenn der Kolben stufenförmig und nicht geradlinig ausgeführt wird (A>B), ermöglicht dies einen reibungslosen Ölfluss und trägt zu einem effizienteren Betrieb des Systems bei.
- Bei Tandem-Dichtungskonstruktionen wird angestrebt, das Öl in einem großen Bereich zu sammeln und die Effizienz des Führungsrings des Systems zu erhöhen, indem ein Führungsring zwischen dem ersten und zweiten Dichtungselement angeordnet wird.
- Wenn es schwierig ist, einige Produkte vorzuformen, z. B. Packungen, Dichtungen mit großen Querschnitten aus harten Werkstoffen und Durchmesser-Querschnittsverhältnissen, die über den in Tabelle 3.2 angegebenen Werten liegen, federbelastete PTFE-Produkte usw., müssen sie in eine geteilte Nut eingebaut werden. Es ist darauf zu achten, dass die Teile in der Stange konzentrisch sind, dass die Teile dicht aneinander liegen und dass kein Spalt in der Dichtungsnut entsteht... Gleichzeitig sollte darauf geachtet werden, dass die Teile bei der Verwendung von geteilten Nuten, die unter hohem Druck verwendet werden, fixiert sind. Es sollte auch verhindert werden, dass die Teile den Kontakt verlieren; die notwendigen Vorkehrungen müssen getroffen werden, um ein Lösen der Schraube zu verhindern.
ÜBERLEGUNGEN ZUR KONSTRUKTION VON HYDRAULIKZYLINDERN
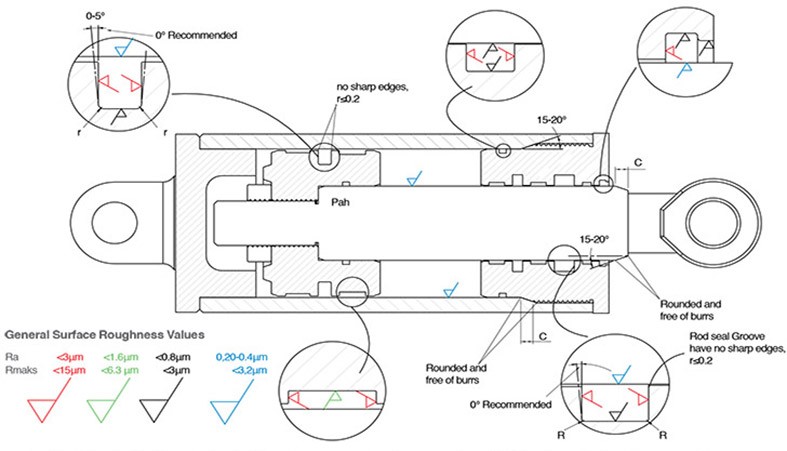
Die Werte in der Abbildung oben sind allgemeine Werte. Die Werte können je nach Material des Dichtelements und Medientyp variieren.
Empfohlene Fasenwerte für Hydraulikzylinder «C»
| Wand Dicke ≤ |
Cmin | Wand Dicke ≤ |
Cmin |
| 2 | 2.5 | 14 | 19 |
| 3 | 3.5 | 15 | 9.5 |
| 4 | 4.5 | 16 | 10 |
| 5 | 5.5 | 17 | 11 |
| 6 | 5.5 | 18 | 11.5 |
| 7 | 5.5 | 19 | 12 |
| 8 | 6 | 20 | 12.5 |
| 9 | 6 | 21 | 13 |
| 10 | 6.5 | 22 | 14 |
| 11 | 7.5 | 23 | 14.5 |
| 12 | 8 | 24 | 15 |
| 13 | 8.5 | 25 | 15.5 |
Die Werte der Oberflächenrauheit können die Leistung des Dichtelements stark beeinflussen.
Aus diesem Grund ist es wichtig, vor dem Zusammenbau die Oberflächenrauheit der Stange, der Bohrung und der Dichtungsnut zu überprüfen, und es wird empfohlen, diese Werte zu kontrollieren. (Siehe Seite 60 - 61 - 62)
Die in der nebenstehenden Tabelle 3.3 angegebenen C-Werte sind geeignete Fasenwerte für den beschädigungsfreien Einbau der Dichtungen. Alle nicht spezifizierten Innen- und Außenkantenverrundungen werden mit r≤0,2 angesetzt.
Fasenwinkel: Er sollte im Bereich von 15-20° liegen.
Bei Tandem-Dichtungssystemen sollte für den "C"-Wert berücksichtigt werden, welche Dichtung den größeren Querschnitt hat.
OBERFLÄCHENRAUHIGKEITSWERTE
Die Oberflächenrauheit der Gegenlauffläche, auf der die Dichtungselemente arbeiten, wirkt sich direkt auf die Leistung oder Lebensdauer der Dichtungselemente aus. Die Gegenlaufflächen müssen gehont, geschliffen, brüniert oder poliert werden. (Tabelle 3.4) Darüber hinaus kann die Gegenlauffläche beschichtet werden (Chrombeschichtung, Keramikbeschichtung usw.). Die Oberflächenrauhigkeitswerte sollten je nach Art des Dichtelements in dem in Tabelle 3.5 angegebenen Wertebereich liegen. Die Kompatibilität der Dichtungselemente mit der Oberflächenrauheit der Gegenstücke ist je nach Art des verwendeten Materials unterschiedlich. Elastomere Werkstoffe passen sich sehr gut an Veränderungen der Arbeitsoberfläche an, thermoplastische Werkstoffe passen sich gut an, während PTFE-Werkstoffe sich nicht so leicht an Oberflächenveränderungen anpassen können. Die empfohlenen Werte für die Oberflächenrauheit können je nach Stangenmaterial, Art des Fluids (Flüssigkeit, Gas), Viskositätswerten und dem im System verwendeten Oberflächenbeschichtungsmaterial variieren. Bitte wenden Sie sich an unsere Verkaufsabteilung, wenn Sie andere Flüssigkeiten verwenden möchten. Es ist sehr wichtig, die Stange vor dem Beschichten und Polieren der Oberflächen zu härten. Abhängig von der Art der Füllung bei gefüllten PTFE-Typen sind insbesondere bei rotierenden Anwendungen unterschiedliche Oberflächenhärten erforderlich.

| Oberflächenrauhigkeitswerte der Gegenlauffläche Je nach Dichtungsmaterial «μm» |
||
| Stange und Bohrungsoberfläche | ||
| Parameter | PTFE | Elastomer-Thermoplastic |
| Ra | 0.05-0.2 | 0.1-0.4 |
| Rz | 0.40-1.60 | 0.6-2.50 |
| Rmaks | 0.60-2.50 | 1.0-4.00 |
| Rmr (Cref=%5 - Rz/4) | %60-%90 | %50-%70 (termoplastik) %55-%80 (elastomer ) |
Oberflächenrauhigkeit Kompatibilität
von Materialien

NBR

PU

PTFE
| Oberflächenrauhigkeitswerte je nach Flüssigkeitstyp | ||||
| Ra Values | ||||
| Anmeldung | Thermoplastische und Elastomer-Dichtungen |
PTFE-Dichtungen | ||
| Dynamisch Oberflächen |
Statisch Oberflächen |
Dynamisch Oberflächen |
Statisch Oberflächen |
|
| Kryogenik | - | - | 0.1 µm (maks) |
0.2 µm (maks) |
| Helium, Wasserstoff, Freon (Klimaanlagen Kältemittel R22-R404) |
0.1-0.25 µm | 0.3 µm (maks) |
0.15 µm (maks) |
0.3 µm (maks) |
| Luft, Stickstoff, Argon, Erdgas, Kraftstoffe (Flugzeug und Auto) |
0.1-0.3 µm | 0.4 µm (maks) |
0.2 µm (maks) |
0.4µm (maks) |
| Wasser, Hydrauliköl, Rohöl |
0.1-0.4 µm | 0.8 µm (maks) |
0.3 µm (maks) |
0.8 µm (maks) |
| Rz Werte | ||||
| Anwendung | Thermoplastische und elastomere Dichtungen | PTFE-Dichtungen | ||
| Dynamisch Oberflächen |
Statische Oberflächen | Dynamisch Oberflächen |
Statische Oberflächen |
|
| Alle Flüssigkeiten |
Rz ≤ 8 x Ra 1.6 µm (maks) |
Rz ≤ 6 x Ra | Rz ≤ 8 x Ra 1.6 µm (maks) |
Rz ≤ 6 x Ra |
| Hinweis: Rz-Werte, die über den empfohlenen Höchstwerten liegen, erhöhen den Verschleiß der Dichtungen. | ||||
| Rz Werte | ||||
| Anwendung | Thermoplaste und Elastomere Dichtungen |
PTFE-Dichtungen | ||
| Dynamisch Oberflächen |
Statisch Oberflächen |
Dynamisch Oberflächen |
Statisch Oberflächen |
|
| Alle Flüssigkeiten | %50---%70 (thermoplastik) |
---- | %60-%90 | ---- |
| %55---%80 (elastomer) |
||||
| Der Wert von Rmr sollte anhand der Punkte Rz / 4 und Cref = 5% betrachtet werden. | ||||
OBERFLÄCHENRAUHIGKEITSWERTE
Ra – Absoluter arithmetischer Mittelwert des Abstands x der Messpunkte zur Mittellinie des Messprofils.

Berechnung des Ra-Profils
Der Parameter Ra unterscheidet sich nicht nach dem Spitzenpunkt oder der Tiefenstruktur der Profile (Abbildung 3.58).
Ra oder ein anderer Parameter allein reicht nicht aus, um die Eignung der Oberfläche zu bestimmen. Die Parameter der Oberflächenrauheit sollten in ihrer Gesamtheit bewertet werden und den Katalogwerten entsprechen.
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

Ra-Werte der verschiedenen Profile
Rz - Durchschnittlicher OberflächenrauhigkeitswertArithmetisches Mittel von 5 Rz-Werten im Messbereich.
Rmaks - Maximale Oberflächenrauhigkeitstiefe: Größter der 5 Rz-Werte im Messbereich.
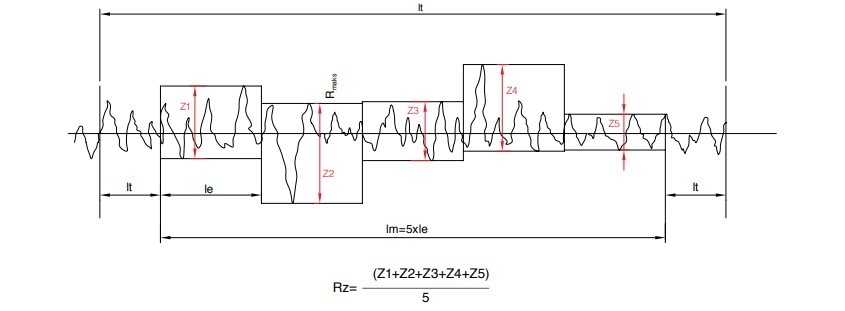
Berechnung von Rz-Parameter und Rmax-Wert
OBERFLÄCHENRAUHIGKEITSWERTE
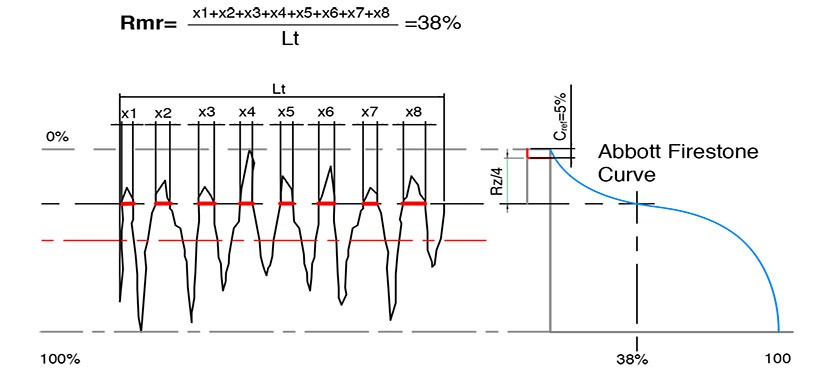
Rmr - Prozentualer Anteil des Materials im Profil: Rmr ist der prozentuale Anteil des Materialkontakts bei einer bestimmten Tiefe in einer Profiloberflächenmessstrecke. Der prozentuale Anteil des Oberflächenkontakts Rmr ist das Verhältnis der Oberflächenrauhigkeit einer bestimmten Länge der Oberfläche zur berührungsfreien Oberfläche beim Schneiden in der Tiefe C. Kastaş nimmt bei der Rmr-Berechnung die Bezugslinie Cref=5% und berechnet den prozentualen Anteil des Materialkontakts im Abschnitt Rz/4.
Die Parameter Ra und Rz allein geben keine ausreichenden Informationen über die Oberfläche, auf der das Dichtelement arbeiten wird. Wenn diese Parameter zusammen mit dem Rmr-Wert bewertet werden, kann die Eignung der Arbeitsfläche bestimmt werden.
Um die entsprechenden Ra-, Rz- und Rmr-Werte zu erhalten, sollte auf das Schleifen an Stangen, das Honen an Bohrungen oder spezielle Verfahren geachtet werden, und es sollte gemäß den Katalogangaben gefertigt werden.
Wenn sich der Rmr-Wert 0% nähert, ist der Spitzenwert der Oberflächen hoch und verursacht eine abrasive Wirkung, wenn sich der Rmr-Wert 100% nähert, erhöhen sich die Temperaturwerte aufgrund des Fehlens eines geeigneten Ölfilms. Dichtungselemente können durch hohe Temperaturen verformt werden, und in Niederdrucksystemen mit einem Rmr-Wert von 100 % können Öllecks beobachtet werden.


Der prozentuale Anteil der Materialveränderungen bei verschiedenen Tiefen der Oberflächenmessstrecke
Berechnung des Rmr-Wertes
EXTRUSIONSLÜCKE (EXTRUSIONSSPALTE)
Dichtungselemente funktionieren sicher bei bestimmtem Drücken und bestimmten Extrusionsspalten, je nach ihren Werkstoffen und Konstruktionen.
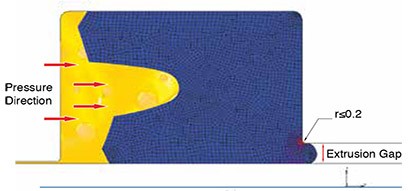
Der Wert des Extrusionsspalts wird als Spalt zwischen der Nut des Dichtelements und der Arbeitsfläche (Stange oder Bohrung) angegeben. Die hohe Spannung, die hinter dem Dichtelement in Druckrichtung auftritt, kann dazu führen, dass das Material in den Extrusionsspalt fließt und sich unter Druckeinwirkung wie eine Flüssigkeit verhält.
Bild 3.63 zeigt die Extrusionsgeschwindigkeiten eines Dichtelements bei gleichem Druck und unterschiedlichen Extrusionsspalten..
Der Extrusionswiderstand variiert in Abhängigkeit von der Temperatur. Mit steigender Temperatur nehmen die mechanischen Eigenschaften der Materialien ab und die Extrusion wird leichter. Vor allem in Systemen mit Temperaturen über 60 °C müssen die Durchmesserwerte des Extrusionsspalts (der so berechnet wurde, dass kein Risiko eines Metall-Metall-Kontakts besteht) je nach den Systembedingungen verringert oder erhöht werden.
Einer der häufigsten Fehler in den Systemen ist die Dehnungsverformung hinter dem Dichtungselement, die auf eine unsachgemäße Auslegung des Extrusionsspalts oder die Erhöhung des Extrusionswerts aufgrund eines axialen Versatzes im System zurückzuführen ist. Der bei der Auslegung berücksichtigte Extrusionsspaltwert kann sich in den folgenden Fällen erhöhen. Der maximale Extrusionsspalt sollte unter Berücksichtigung dieser Situationen berechnet werden.
Faktoren, die den Smax beeinflussen
- Axialer Versatz in Abhängigkeit vom Zylindergewicht
- Einwirkung äußerer Lasten und je nach Art und Betrieb der Zylinderbaugruppe (Betrieb im schrägen, horizontalen Zustand, mittlerer Anschluss, hinterer Anschluss) Biege-, Kippbildung an der Welle.
- Lücken aufgrund von Querschnittstoleranzen der Führungselemente und Quetschungen der Führungselemente
- Lücken aufgrund von Fertigungstoleranzen der Zylinderteile/li>
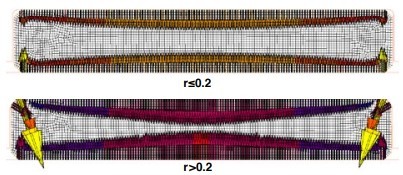
Einer der wichtigsten Punkte, die bei der Herstellung von Nuten zu berücksichtigen sind, ist der Radius hinter dem Dichtelement. Bei doppelt wirkenden Dichtungselementen sollten beide Ecken R≤0,2 mm haben. R-Werte größer als 0,2 mm erhöhen die Extrusionsneigung.
SEA-Bilder des Dichtelements unter 150 bar Druck
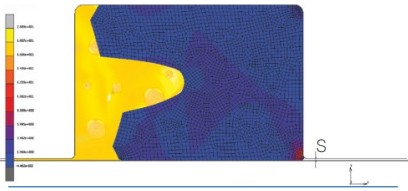
S=0.1 mm
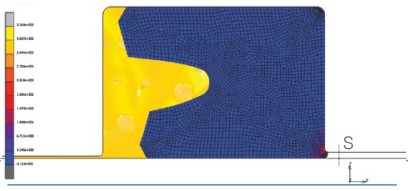
S=0.3 mm

S=0.5 mm
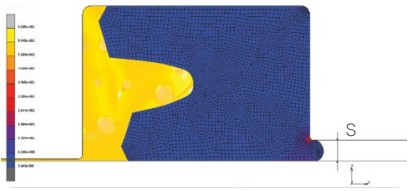
S=1 mm
BERECHNUNG DER STANGEN- UND KOLBENEXTRUSIONSSPALTWERTE
Führungsringnuten und Querschnittstoleranzen des Führungsrings sollten bei der Berechnung der Smax- und Smin-Werte wie unten angegeben berücksichtigt werden
Smax und Smin sind kritische Werte; während sich Smax direkt auf die Während Smax direkt die Extrusion des Materials beeinflusst, zeigt der Smin-Wert das Risiko eines Metall-Metall-Kontakts an. Bitte wenden Sie sich an unsere Verkaufsabteilung, wenn der Smin-Wert unter 0,15 mm liegt.
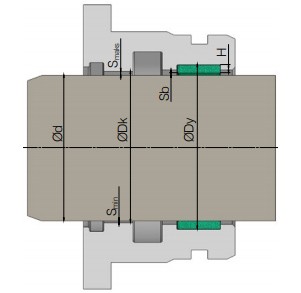
Stopfbuchse - Stangenextrusion Spalt
Stopfbuchse - Stangenextrusion Spaltwerte
| Smaks | Maximaler Extrusionsspalt |
| Smin | Minimaler Extrusionsspalt |
| Sb | Leitende Lücke |
| Ød | Durchmesser der Stange |
| ØDy | Durchmesser der Führungsring-Nut |
| ØDk | Durchmesser des Dichtungselements Extrusionsspalt |
| H | Querschnittsdicke des Führungsrings |
| Smaks | [(Dkmax-Ødmin)/2]+[Sbmax/2] |
| Smin | [ØDk-(ØDymax-(2*Hmin))]/2 |
| Sbmaks | [ØDymax-(2*Hmin)]-Ødmin |
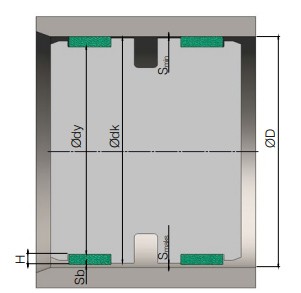
Kolbenkopf - Bohrung Extrusionsspalt
Kolbenkopf - Bohrung Extrusionsspaltwerte
| Smax | Maximaler Extrusionsspalt |
| Smin | Minimaler Extrusionsspalt |
| Sb | Leitende Lücke |
| Ød | Bohrungsdurchmesser |
| ØDy | Durchmesser der Führungsring-Nut |
| ØDk | Durchmesser des Dichtungselements Extrusionsspalt |
| H | Querschnittsdicke des Führungsrings |
| Smax | [(ØDmax-Ødkmin)/2]+[Sbmax/2] |
| Smin | [(Ødymin+(2*Hmin))] - (Ødkmax/2) |
| Sbmax | ØDmax-[Ødymin+(2*Hmin)] |
FÜHRUNGSELEMENTE
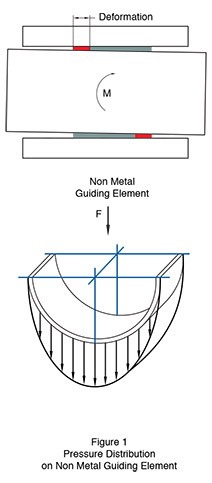
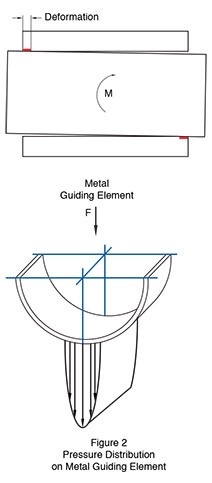
Obwohl die Führungen in den Zylindern nicht als Dichtungselemente dienen, sind sie die Elemente, die die Dichtungsleistung direkt beeinflussen. Die Führungselemente werden verwendet, um die vertikalen Lasten auf den Zylindern zu tragen und den Kontakt von Metall auf Metall zu verhindern. .
Die Systeme sollten unter Berücksichtigung von Hub, Arbeitspositionen, Geschwindigkeit und Temperaturwerten ausgewählt werden. Die meisten der heutigen Systeme verwenden thermoplastische, PTFE- oder Verbundwerkstoff-Führungselemente anstelle von Metall-Führungselementen.
- Einfacher Zusammenbau, einfacher Austausch bei der Wartung, kostengünstige Lösung
- Hohe Tragfähigkeit
- Hohe Verschleißfestigkeit und lange Lebensdauer
- Fähigkeit, schwingende Systeme zu dämpfen
- Geringe Reibung
- Erzeugt keinen hydrodynamischen Druck
- Funktioniert ohne Beschädigung von Metalloberflächen
MATERIALIEN DER FÜHRUNGSELEMENTE
Thermoplastische Führungselemente: : Führungselemente aus POM oder PA werden in der Regel glasfaserverstärkt oder rein verwendet. POM- und PA-Führungselemente werden bevorzugt, weil sie wirtschaftlich sind. Bei Temperaturen von 60 °C und darüber nehmen bei POM- und PA-Führungselementen die Tragfähigkeit und die Flächenpressung wie bei anderen Thermoplasten ab. Sie eignen sich für den Einsatz bei leichten und mittleren Belastungen.
PTFE Führungselemente: PTFE-Führungselemente werden in Systemen eingesetzt, in denen hohe Temperaturen und Chemikalien in der Arbeitsumgebung herrschen und geringe Reibungskräfte erforderlich sind. Eigenschaften von PTFE-Führungselementen; Bronze-, Kohlenstoff- und Molybdändisulfid-Zusätze können verwendet werden, um die Führungselemente besser für das System, in dem sie eingesetzt werden, geeignet zu machen. Die guten Elastizitätseigenschaften von PTFE-Führungselementen sind der Hauptgrund für die Wahl der Konstruktion. In einigen Anwendungen werden PTFE-Führungselemente zusammen mit anderen Führungselementen mit höherer Tragfähigkeit eingesetzt. In solchen Anwendungen fängt das PTFE-Führungselement Fremdpartikel in der Umgebung auf und verhindert, dass diese Partikel an dem härteren Führungselement haften bleiben und den Zylinder oder die Stange beschädigen. Aufgrund der geringen Kontaktdrücke werden sie in leichten und mittelschweren Anwendungen eingesetzt.
Zusammengesetzte Führungselemente: Sie sind Produkte, die aus einer Kombination von Geweben wie Baumwolle, Polyester, Aramid usw., Harzen und verschiedenen Füllmaterialien bestehen. Sie haben eine hohe Tragfähigkeit und können bei schweren Anwendungen eingesetzt werden. Führungselemente aus Verbundwerkstoffen schaffen dank ihrer elastischen Struktur eine viel bessere Auflagefläche und können so die Radialkräfte im System besser aufnehmen. Die Lastverteilung in den Verbundwerkstoff-Führungselementen ist annähernd homogen, so dass sie die durch Trockenlauf verursachten Probleme aufgrund von Fehlausrichtungen im System, die durch hohe elastische Verformungen auftreten können, verhindern. Das Harz verhindert das Auseinanderbrechen von Teilen der Führungselemente. Der PTFE-Zusatz in den Verbundwerkstoff-Führungselementen verringert die Reibung. Im Vergleich zu anderen Führungselementen behalten Verbundwerkstoff-Führungselemente ihre Formstabilität bei hohen Betriebstemperaturen sehr gut bei. Heutzutage ändert sich die Tragfähigkeit der Führungselemente, die vor allem in Sektoren mit mittlerer und schwerer Beanspruchung bevorzugt werden, mit dem Einfluss von Temperatur und Geschwindigkeit. Die Tragfähigkeit nimmt mit steigender Temperatur und Geschwindigkeit ab.
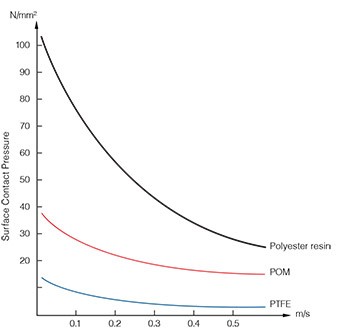
Flächenpressung - Geschwindigkeitsdiagramm bei 60°C
AUSWAHL DES FÜHRUNGSELEMENTS
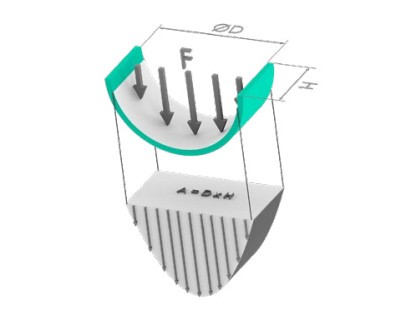
Die Berechnung von Führungselementen ist bei Zylindern sehr wichtig. In der Konstruktionsphase sollten die Berechnungen auf der Grundlage von Informationen über die auf den Zylinder wirkenden Lasten, die Betriebsposition des Zylinders und den Hub erfolgen, und es sollten die am besten geeignete Produkte ausgewählt werden. Andernfalls kann das System nicht sicher funktionieren und es kann zu mechanischen Verformungen kommen. Die Lagerlänge kann entsprechend der Kraft, die auf das Lager wirkt, anhand der nachstehenden Angaben berechnet werden.
Leitelement Lastberechnung
- A: Theoretische Gesamtfläche, auf die die Kraft einwirkt
- ØD: Bohrungsdurchmesser für Kolben, Schaftdurchmesser für Stange
- H: Breite des Führungselements
- E: Sicherheitsfaktor
- Y: Tragfähigkeit des Führungselements (N/mm2)
- F: Auf das Führungselement wirkende Kraft
Die Formel für die Auswahl der am besten geeigneten Breite des Führungselements ist unten angegeben. Um die Formel anwenden zu können, muss die auf das Lager wirkende Kraft bekannt sein.
Hinweis: Kraftänderungen, Geschwindigkeits- und Temperaturwerte, die im System auftreten können, sollten bei der Berechnung der Tragfähigkeit der Führungselemente berücksichtigt werden. Aus diesem Grund wird empfohlen, den Sicherheitskoeffizienten "E" mit mindestens 2 anzusetzen.
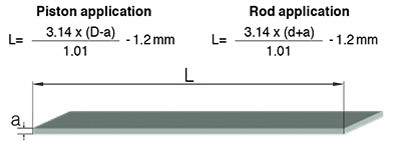
Bandlängenberechnung von Führungsbändern
L= Länge des Führungsbandes (mm)
D= Nenndurchmesser der Bohrung (mm)
d= Nenndurchmesser der Welle (mm)
a= Wandstärke des Führungselements (mm)
RILLENINFORMATIONEN DER LEITELEMENTE
Die Toleranzen für den Bearbeitungsdurchmesser der Nuten in den Führungselementen sind enger als die Toleranzen für die Dichtungselemente. Messfehler in den Nuten der Führungsringe können einen erheblichen Einfluss auf die Systemleistung haben, da sie sich direkt auf den "S"-Fließspalt auswirken. Es ist wichtig, die Bearbeitung vorzunehmen und die Abmessungen zu überprüfen, indem die im Katalog angegebenen Bearbeitungstoleranzen beachtet werden. Wenn der Eckenradius der Nuten in den Führungselementen den angegebenen Wert von r≤0,2 mm überschreitet, kann dies zu Problemen bei der Montage und im Betrieb führen.
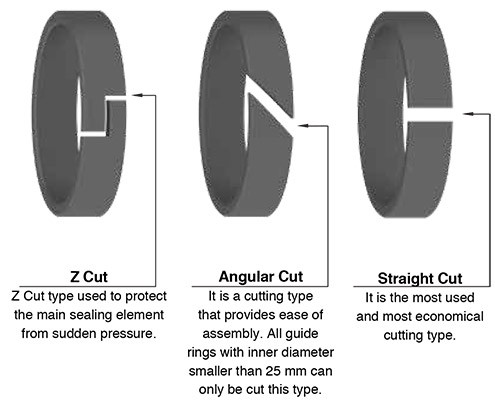
FÜHRUNGSELEMENT "K" SPALT
Der als "K"-Bereich bezeichnete Spalt ist in den Lagern von großer Bedeutung. Dieser Spalt verhindert die Bildung von hydrodynamischem Druck, indem er es der Hydraulikflüssigkeit ermöglicht, die Hauptdichtungselemente zu erreichen. Außer bei besonderen Anforderungen wird empfohlen, dass der Schnittwinkel des "K"-Bereichs 45 Grad beträgt. Schnittwinkel und Typ können je nach Sonderwunsch geändert werden.
Der "K"-Wertebereich für Thermoplast- und Verbundstofflager ist in der nachstehenden Tabelle aufgeführt
| Ø | Komposit-Führung Ring min K |
Komposit-Führung Ring max K |
| Ø40 | 2.00 | 2.50 |
| Ø100 | 3.50 | 5.00 |
| Ø200 | 6.00 | 9.00 |
| Ø300 | 10.00 | 12.50 |
| Ø400 | 14.00 | 16.00 |
| Ø500 | 16.00 | 20.00 |
| Ø600 | 20.00 | 24.00 |
| Ø700 | 22.00 | 25.00 |
| Ø800 | 26.00 | 32.00 |
| Ø900 | 28.00 | 35.00 |
| Ø1000 | 32.00 | <38.00/td> |

| Ø | Thermoplastik Führungsring "K" |
| 10-40 | 2-2.5 |
| >150 | 3-4 |
FÜHRUNGSELEMENT-TYPEN
Führungselemente können in verschiedenen Ausführungen hergestellt werden. Sie können in Form von "L", "U", "T" oder flach hergestellt werden, je nach den Anwendungen und Rillentypen, auf denen sie montiert werden sollen. "L"- und T"-Lager werden im Allgemeinen in Teleskopzylindern eingesetzt. Sie können aus glasfaserverstärkten thermoplastischen Werkstoffen hergestellt werden. Die Tragfähigkeit kann je nach Glasfaserzusatz erhöht werden.
Guiding Element Profiles
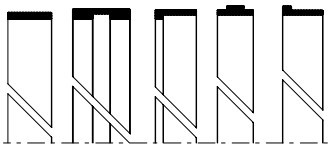
Guiding Element Cut Types