Il corretto montaggio degli elementi di tenuta nel cilindro idraulico. È molto importante per le prestazioni e la durata del cilindro. Durante l'assemblaggio, non si devono usare strumenti di montaggio con bordi taglienti. Eventuali errori di montaggio possono danneggiare gli elementi di tenuta. A causa di queste scorrettezze possono verificarsi danni che non sono visibili perché gli elementi di tenuta rimangono nel cilindro dopo l'assemblaggio. In breve tempo, quindi, si possono riscontrare problemi di tenuta, di lavoro prudente, di assenza di movimento sul cilindro e questi problemi possono portare a danni alla ferramenta.
Pulizia dell'area di montaggio
L'area pulita per l'installazione è importante durante l'assemblaggio. Prima dell'assemblaggio, è necessario controllare la pulizia degli strumenti di assemblaggio e del tavolo di assemblaggio e renderli idonei all'installazione. Piccole particelle estranee possono attaccarsi agli elementi di tenuta provenienti da un'area non idonea e possono causare gravi problemi nel tempo. La contaminazione del fluido idraulico può causare la deformazione delle guarnizioni. Inoltre, è possibile che lo stelo e l'alesaggio si graffino e si deformino, che si verifichino perdite nei cilindri, che si verifichino guasti alle valvole e alle pompe.
Controllo del cilindro e degli elementi di tenuta
I prodotti devono essere conservati nella loro confezione fino al momento dell'assemblaggio e devono essere aperti durante l'assemblaggio, e si deve verificare se le guarnizioni hanno subito deformazioni a causa dello stoccaggio, dell'imballaggio, ecc. Inoltre, è necessario controllare la superficie dell'alesaggio, dello stelo e delle scanalature del prodotto nel cilindro e prestare attenzione alle dimensioni dello smusso dell'alesaggio e dello stelo. Assicurarsi che non vi siano bave e spigoli vivi sulle parti metalliche. È necessario utilizzare un dispositivo ausiliario per proteggere i prodotti da far passare sui denti dall'effetto dell'intaglio.
Lista di controllo
Se la guarnizione che viene installata nel cilindro ha più di due parti (ad esempio PTFE con o-ring, PU con parti NBR, guarnizioni, set compatto, ecc
PTFE con o-ring, PU con parti NBR, guarnizioni, set compatto, ecc.), assicurarsi che il set di guarnizioni non abbia parti mancanti o di dimensioni errate. Durante la sostituzione degli elementi di tenuta, questi devono essere sostituiti tutti insieme, perché si ritiene che tutti gli elementi di tenuta che lavorano insieme siano usurati allo stesso tempo. La sostituzione della guarnizione principale non sarà sufficiente.
Lubrificazione
La lubrificazione degli elementi di tenuta durante l'assemblaggio contribuisce a ridurre le forze di attrito e a facilitare il montaggio. È necessario prestare attenzione all'uso di un fluido adatto e di grassi di montaggio adeguati nel sistema.
Riscaldamento
È utile tenere il prodotto in olio caldo o acqua calda (80-90° C) per cinque minuti per aumentare la flessibilità delle guarnizioni che hanno un'elevata durezza del materiale (PTFE, termoplastici 50 Shore D e oltre, ecc.) e una sezione trasversale elevata. In questo modo, l'assemblaggio può essere realizzato con forze inferiori e si può eliminare il rischio di deformazioni plastiche che possono verificarsi nei prodotti.
Preformazione
Il processo di preformatura può garantire un assemblaggio più semplice, in particolare per gli anelli di guida e gli anelli di back-up prodotti con termoplastici duri ad alto valore di compressione (come il PTFE). Le bande di guida possono essere assemblate sull'asta e possono essere mantenute, quindi possono assumere la forma dell'asta garantendo la circolarità. L'assemblaggio rapido e corretto può essere realizzato con la preformatura per i prodotti di grande diametro e piccola sezione.
Spurgo del cilindro idraulico
L'aria nei cilindri idraulici può causare grossi problemi. Possono verificarsi problemi come l'effetto diesel e l'effetto taglio a getto, che possono danneggiare seriamente le guarnizioni e le superfici metalliche. Il processo di spurgo deve essere sempre effettuato dopo il montaggio delle guarnizioni dei cilindri e poi i cilindri devono essere montati sul sistema.
VALORI DELLA SEZIONE TRASVERSALE DELLA GUARNIZIONE PER L'INSTALLAZIONE IN SCANALATURE CHIUSE
Quando si scelgono le guarnizioni, soprattutto se devono essere installate in scanalature chiuse, si devono considerare valori come lo spessore delle pareti, il diametro e il materiale; in caso contrario, i prodotti non possono essere installati.
| Montaggio della guarnizione sulla tabella delle scanalature chiuse in base alla sezione trasversale e al diametro | |||||||||
| Sezione trasversale (D-d/2) (mm) |
Guarnizioni a stelo Diametro (mm) | Guarnizioni del pistone Diametro minimo (mm) | |||||||
| ≥ 94 Riva A | < 94 Riva A | ≥ 94 Riva A | ≥ 94 Riva A | ||||||
| 3 | 19 | 25 | 31 | 44 | |||||
| 4.5 | 25 | 44 | 44 | 69 | |||||
| 6.5 | 44 | 69 | 76 | 114 | |||||
| 9.5 | 76 | 127 | 152 | 203 | |||||
| 12.5 | 152 | 203 | 254 | 304 | |||||
| 20 | 203 | 228 | 381 | 431 | |||||
| 25 | 254 | 254 | 508 | 635 | |||||
| La sezione trasversale, il diametro interno minimo e il diametro esterno minimo sono indicati in questa tabella per una corretta installazione della guarnizione. | |||||||||
Esempio: Sezione trasversale=d:100 xD:112XH:8 come K33 asta mare=(112-100)/2=6l
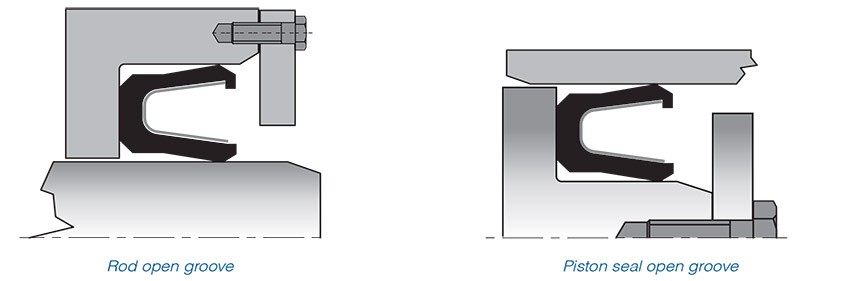
Se le dimensioni della guarnizione superano i valori raccomandati, la scanalatura dell'elemento di tenuta deve essere progettata in base alla scanalatura aperta.
STRUMENTI PER IL MONTAGGIO DEL PISTONE
SPIEGAZIONE
- Se si utilizza un elemento di tenuta di tipo "K17", per prima cosa si controlla che l'o-ring o l'energizzatore in elastomero installato nell'anello della scanalatura non sia attorcigliato nella sua scanalatura.
- L'o-ring deve essere controllato in caso di torsione.
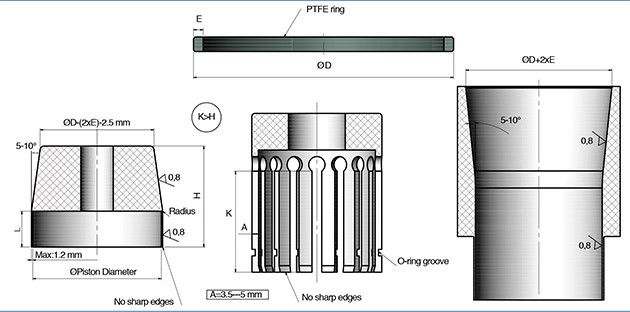
- L'apparato conico viene montato sulla testa del pistone.
- L'apparato conico e l'anello in PTFE devono essere lubrificati, quindi l'anello in PTFE viene montato sulla testa del pistone
- L'anello in PTFE può essere spinto con un dispositivo a fessura a mano o con un trapano a testa cilindrica, quindi l'anello in PTFE può essere allungato e inserito nella sua scanalatura sull'o-ring.
- Dopo l'installazione dell'anello di PTFE e dell'o-ring, è possibile installare gli anelli di guida sulla testa del pistone e la testa del pistone è pronta per l'installazione dell'alesaggio del cilindro.
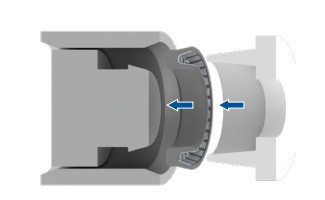
- La testa del pistone completata può essere installata con l'apparato femmina conico nell'alesaggio del cilindro, come si può vedere nella figura 3.24.
VANTAGGI
Nel processo di assemblaggio, l'elemento di tenuta può essere allungato correttamente su tutto il diametro quando si utilizzano apparecchi a fessura e conici. In questo modo, si riducono le possibilità di deformazione del prodotto causata dall'allungamento in una direzione, la rottura causata dalla deformazione plastica e il problema dell'allungamento della guarnizione senza l'apparecchio, che non può tornare alla sua posizione iniziale se si applica una forza eccessiva alla guarnizione. Consente un'installazione molto rapida e corretta. L'apparecchio può essere utilizzato per lungo tempo. In caso di filettatura sul foro, è necessario realizzare una prolunga sul raccordo femmina conico. In questo modo, con questa prolunga, la guarnizione allungata può essere sagomata correttamente su tutto il perimetro e si possono prevenire i danni causati dalla filettatura durante l'assemblaggio al foro. Le dimensioni corrette dello smusso non possono essere prodotte su fori di spessore ridotto.
In questo tipo di fori, l'uso di apparecchi a bocca conica è importante per evitare di danneggiare gli elementi di tenuta e garantire un montaggio sicuro.

NOTE
I materiali dell'apparato possono essere realizzati in materiale POM. La lunghezza "L" dell'apparato conico deve essere determinata per adattarsi alla scanalatura dell'anello PTFE in base alla lunghezza della testa del pistone da montare. La scanalatura dell'o-ring può essere progettata sull'apparato scanalato e quindi l'o-ring contribuisce alla flessibilità dell'apparato.
ANELLO IN PTFE ALTERNATIVO İNSTALLATO SUL PISTONE
Se non è possibile utilizzare un apparecchio per l'assemblaggio, è possibile utilizzare un nastro o un tessuto ad alta resistenza con una superficie scivolosa per l'allungamento.
Se si utilizza la tenuta del pistone in PTFE con l'anello di energizzazione, le parti in elastomero (o-ring, ecc.) devono prima essere installate nella loro scanalatura e si deve controllare se c'è una torsione sull'o-ring. Prima si devono installare gli anelli di guida sul pistone e poi si deve iniziare l'installazione dell'anello in PTFE.
Dopo il riscaldamento dell'anello di PTFE (l'anello di PTFE deve essere tenuto in acqua o olio a circa 80-90 °C per 5 minuti) è possibile inserire circa 120 gradi di guarnizione nella sua scanalatura. Poi i nastri passano nell'anello di PTFE come si vede nella figura 3.27 e la forza può essere applicata in una direzione con un allungamento controllato, mentre i nastri compiono un movimento rotatorio. La lubrificazione con olio compatibile con la guarnizione può facilitare il processo di installazione.
INSTALLAZIONE COMPATTA DELLA TENUTA DEL PISTONE
Se si utilizza un set compatto, si esegue innanzitutto l'assemblaggio delle parti in elastomero (gomma) con l'ausilio di un dispositivo conico o un'installazione alternativa (con nastro). Successivamente, le parti in TPE e POM di cui sopra vengono rispettivamente installate sulla testa del pistone, assicurando la flessione come visto. Per l'assemblaggio di guarnizioni compatte è necessario fare attenzione allo stiramento dei prodotti in plastica dura nel loro asse perpendicolare. In caso contrario, l'allungamento orizzontale può causare deformazioni, rotture e problemi di forma non idonea.
Nota: soprattutto per le guarnizioni compatte di grande diametro (Ø100 e oltre) e di sezione sottile, si consiglia di preferire set compatti con anelli di guida in termoplastica rinforzata con fibra di vetro.
(Per esempio: K518-K518X)

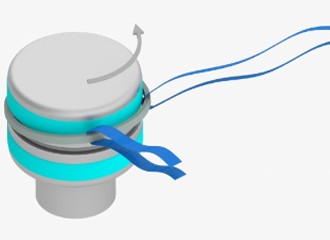
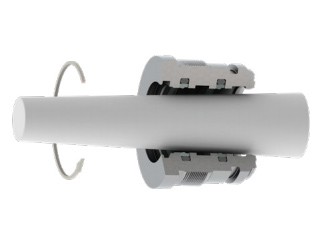
GRUPPO DI TENUTA DELLO STELO

Nell'assemblaggio delle guarnizioni dell'asta, mostrato nella figura 3.31, l'apparecchio può rendere l'assemblaggio rapido e semplice. L'elemento di tenuta dell'asta si inserisce nell'apparecchio come al punto 1 allegato. Successivamente, le leve rosse vengono ruotate nella direzione della freccia. Al punto 2 si realizza la forma geometrica, al punto 3 si inserisce l'area di circa 180° della guarnizione dell'asta nella scanalatura e si allentano delicatamente le leve rosse nella direzione opposta per completare l'installazione. Le guarnizioni devono essere installate con le leve più adatte in base al loro diametro. I valori di diametro e sezione riportati nella Tabella 3.2 devono essere considerati per la scelta dei prodotti e per l'installazione da realizzare.

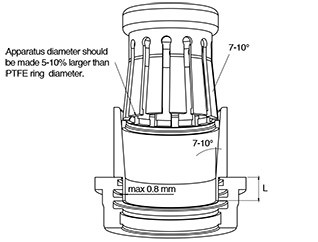
INSTALLAZIONE DELLA GUARNIZIONE DELLO STELO IN PTFE CON DISPOSITIVO A FESSURA
L'installazione della guarnizione dell'asta può essere effettuata con l'ausilio di un dispositivo conico a fessura realizzato in materiale POM o PA, soprattutto se è difficile da raggiungere manualmente, con una scanalatura profonda e un diametro ridotto (<Ø40 mm) (Ø<40 mm).
L'apparato conico scanalato può essere prodotto con un angolo di 7-10° che dovrebbe essere del 5-10% più grande del diametro dell'anello in PTFE.
La lunghezza della dimensione "L" dell'apparato deve essere estesa fino alla linea della scanalatura di tenuta. Per l'installazione della guarnizione a stelo si possono usare apparecchi a fessura e apparecchi conici, come si vede nell'immagine sottostante. La guarnizione ad asta può essere fatta scorrere all'interno dell'apparato conico con l'aiuto della parte scanalata, in modo da applicare una forza uguale su tutto il perimetro dell'anello di tenuta e realizzare un'installazione adeguata.

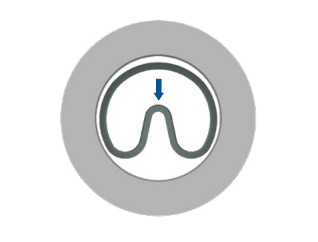
INSTALLAZIONE DELLA GUARNIZIONE DELLO STELO IN PTFE SENZA ATTREZZI
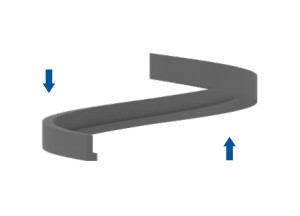
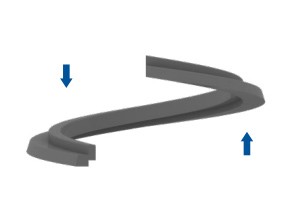
L'anello di energizzazione in elastomero (o-ring, ecc.) viene inserito nella scanalatura e si controlla che non vi sia alcuna torsione sull'anello. La forma dell'anello in PTFE viene modificata applicando la forza della mano in direzione della freccia blu, come si vede nella figura 3.35.
L'anello in PTFE di forma determinata può essere inserito nella scanalatura a circa 180° e poi si può applicare la forza in direzione opposta con il dito, come si vede nella figura 3.37.
Quando si cambia la forma dell'anello di PTFE, occorre prestare attenzione che la sezione di flessione non si trovi sulla tacca. Per riportare l'anello in PTFE alla sua prima posizione, si può utilizzare un dispositivo maschio conico con una buona superficie, premendo all'interno dell'anello e facendo ruotare l'anello stesso. Prima dell'installazione dello stelo del cilindro è necessario verificare se vi sono deformazioni all'interno della superficie dell'anello in PTFE.

INSTALLAZIONE DELL'IMBALLAGGIO
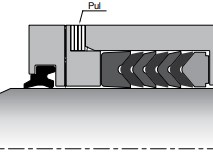
Regolazione dell'altezza dell'imballaggio
Gli spessori hanno un effetto importante sulle applicazioni della baderna. (Quando la temperatura aumenta, il numero di spessori indicato nella figura precedente viene aumentato per ridurre il precarico della baderna.)
di precarico e le perdite possono essere evitate. Nel corso del tempo, si possono
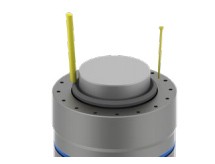
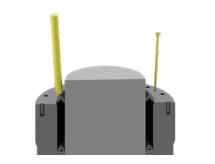
Nel corso del tempo, possono verificarsi perdite di precarico negli elementi della baderna che lavorano sotto pressione. In questo caso, il precarico può essere aumentato rimuovendo i rasamenti tra i due elementi. Si raccomanda di installare le guarnizioni con spintori angolari in plastica e non affilati, di colore giallo, come illustrato nelle figure 3.40 e 3.41.
Quando la guarnizione viene spinta all'interno del foro con lo spingitore spesso e la forza viene applicata alla guarnizione ogni 60° tutto intorno, allo stesso tempo lo spingitore più sottile aiuta a sigillare il labbro per il montaggio al foro.
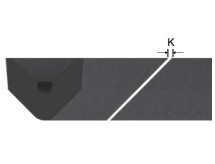

Le confezioni con diametro interno fino a Ø400 mm possono essere installate senza tagli. Tuttavia, se necessario, possono essere assemblati con un taglio a 45° sul diametro di Ø400 mm. Se necessario. Si raccomanda di utilizzare un coltello affilato durante il processo di taglio e di utilizzare i dispositivi ausiliari in plastica di cui sopra per il montaggio
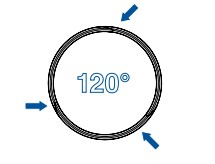
La superficie tagliata deve essere controllata per verificare l'eventuale presenza di fluidi o piccole particelle. Se il taglio è necessario prima dell'installazione, è necessario controllare che la distanza "K" sia pari a zero ed è importante montare le parti regolando la superficie tagliata. è necessario controllare che non vi siano tracce o piccole particelle. Se il taglio è necessario prima dell'installazione, è necessario verificare che il valore di "K" sia pari a zero ed è importante che i componenti vengano montati regolando la superficie tagliata con un angolo di 120° al momento dell'installazione.
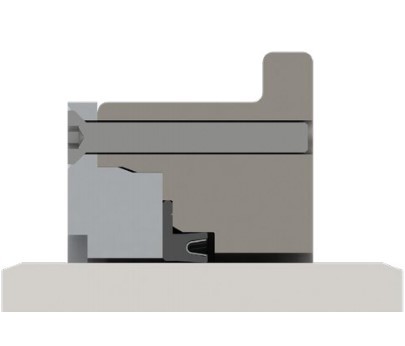
Sopra; come mostrato nella figura 3.45, se le guarnizioni del premistoppa vengono montate nella scanalatura aperta senza asta, possono verificarsi problemi di montaggio. Con questo tipo di installazione, le parti della baderna possono essere schiacciate in una posizione inadeguata. Di conseguenza, le abrasioni superficiali e la temperatura del sistema possono aumentare. I componenti devono essere assemblati uno per uno nella scanalatura, prestando attenzione al montaggio concentrico.
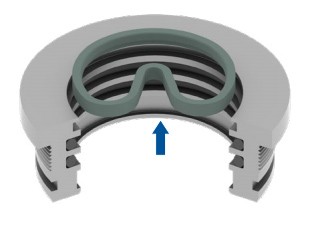
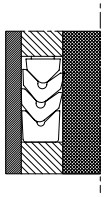
INSTALLAZIONE DELLA GUARNIZIONE IN PTFE ALIMENTATA A MOLLA
Installazione su scanalatura chiusa
Il valore specificato come dimensione Ød1 può essere calcolato in base alla sezione trasversale della scanalatura. I prodotti di piccolo diametro e grande sezione trasversale. Non è possibile installarli in una scanalatura chiusa. Si raccomanda l'uso di scanalature chiuse per aste e fori di diametro superiore a 50 mm. Il calcolo di Ød1 per le applicazioni su stelo è pari a (ØD-E/2), per le applicazioni su pistone Ød1 deve essere calcolato come (Ød+E/2).
Si raccomanda una differenza massima del 4% del valore di Ød1 rispetto ai diametri delle scanalature Ad esempio: Se ØD: 50 mm, allora Ød1: 48 mm (min). Per informazioni dettagliate e disegni tecnici sull'installazione di scanalature chiuse, contattare l'ufficio vendite.
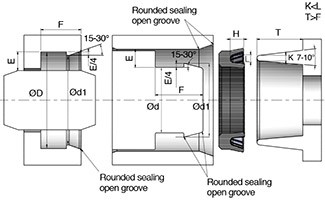
Si raccomanda di installare le guarnizioni in PTFE a molla in una scanalatura aperta. Se è necessario installarle in una scanalatura chiusa, è necessario prestare attenzione alla scanalatura e alle dimensioni corrette, come mostrato nella Figura 3.47. Non bisogna dimenticare che il materiale PTFE può danneggiarsi facilmente. In primo luogo, la guarnizione in PTFE viene montata sullo smusso a mano, senza applicare troppa forza alla guarnizione, quindi viene premuta con l'aiuto di un dispositivo maschio conico. Dopo l'installazione, assicurarsi che il PTFE non sia danneggiato e che la molla sia posizionata correttamente nella guarnizione in PTFE. Si raccomanda l'installazione in una scanalatura aperta, per prodotti di sezione spessa e guarnizioni per applicazioni rotanti. Anche questa situazione può essere richiesta a seconda del design del prodotto. Per informazioni dettagliate e disegni tecnici sull'installazione in scanalatura aperta, contattare l'ufficio vendite..