













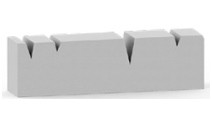
建议根据 ISO 标准管道尺寸选择气动密封元件。按照目录中的转角半径和倒角值制造,可实现正确装配的安全操作。应注意去除尖角和毛刺。在气动系统中,可能出现的不合适的表面粗糙度(尤其是凹槽底部)会导致泄漏。在经过机加工、珩磨、磨削和类似加工后,应遵守建议的<
所有产品通道以及动态工作面的表面粗糙度值具有重要影响。在气动系统中,建议棉棒的动态工作表面硬度应在 55-60 HRC 之间,镀硬铬的厚度应在 25-40 μm。建议通过珩磨和研磨以及硬质阳极氧化涂层等工艺获得内孔表面。

| 内孔、杆、槽一般规格 | |||
| 材料 | 宽容 | 表面粗糙度值 | |
| 内孔 | 钢铁、铝 | H11/H12 | Rmaks≤4 µm Rp/Rz < 0.5Tp (Rmaks %25)=%50 …75 |
| 棉棒 | 钢铁 | f8 | Rmaks≤4 µm Rp/Rz < 0.5Tp (Rmaks %25)=%50 …75 |
| 槽 | 钢铁、铝、塑料 | 在产品页面上显示 | Rmaks≤4 µm Rp/Rz < 0.5Tp (Rmaks %25)=%50 …75 |
表面粗糙度值
Ra – 测量点到测量剖面中心线距离 x 的绝对算术平均值。

Ra 参数的计算
Ra 参数不会因峰值点或剖面深度结构的不同而不同 (Picture 3.3).
Rmax - 最大表面粗糙度深度: 测量范围内 5 个 Rz 值中的最大值。
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

不同剖面的 Ra 值
Rz - 平均表面粗糙度值:测量范围内 5 个 Rz 值的算术平均值。
Rmaks - 最大表面粗糙度深度: 测量范围内 5 个 Rz 值中的最大值。
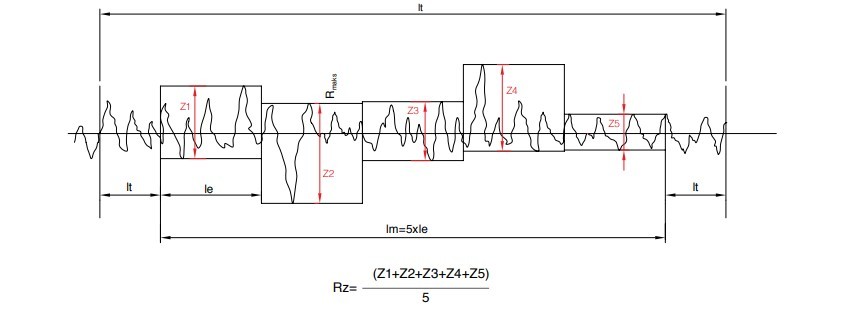
Rz 参数和 Rmax 值的计算
表面粗糙度值
槽底和动态工作表面粗糙度值对密封元件的工作寿命有很大影响。根据 DIN ISO 4287 标准,表面粗糙度 Rmax 是表面质量规范中最重要的部分。此外,轮廓支撑部件 "Tp "值应尽可能高(50% 至 75%)。在评估动态工作表面时,不应使用明确的 Tp 值,而应使用单个测量值、表面平滑深度 Rp 和测量表面粗糙度 Rz 的系数。就弹性体密封元件的磨损和使用寿命而言,Rp / Rz 0.5 的轮廓(封闭轮廓)是一个合适的值。Rp / Rz 0.5 会导致开放式型材中密封元件的早期磨损。
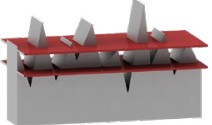

不同表面测量部分深度的材料变化百分比
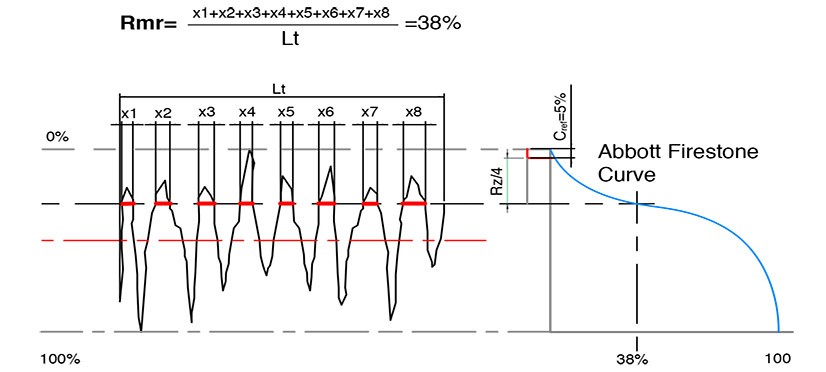
Tp 值的计算
Tp 值按 C=0.25xRt 公式计算,而动态运行表面的 Cref 设为 5%。


一般表面粗糙度和尺寸值

活塞和内孔倒角尺寸
动态密封表面粗糙度值
用于聚四氟乙烯(PTFE)和丁腈橡胶(NBR);
Rs1: Rz=1 µm / Ra=0.2 µm
%80≤*Tp1≤%95
PU;
Rs1: Rz=1.6 µm / Ra=0.4 µm
%60≤*Tp1≤%80
静态密封和表面粗糙度值
Rs2: Rz=6.3 µm / Ra=0.8 µm
%60≤*Tp2
非密封表面的表面粗糙度值与
倒角机中的铅
Rs3: Rz=16 µm / Ra=4 µm
Rs4: Rz=10 µm / Ra=1.6 µm
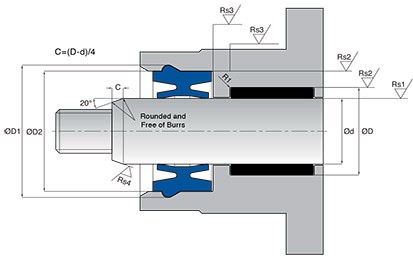
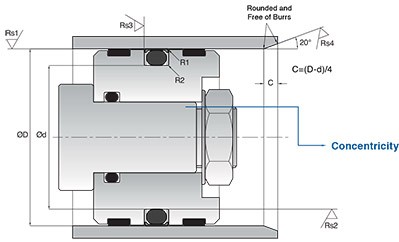
Tp 值按 C=0.25xRt 公式计算,而动态运行表面的 Cref 设为 5%。