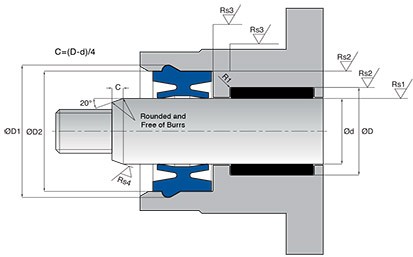
It is recommended to choose pneumatic sealing elements according to ISO standard duct dimensions. Manufacturing the corner radii and chamfer values in the catalog will allow safe operation for proper assembly. Care should be taken to remove sharp corners and burrs. In pneumatic systems, unsuitable surface roughnesses that may occur (especially at the bottom of the groove) may cause leakage. After machining, honing, grinding and similar processes, compliance with the recommended
surface roughness values in all product channels as well as dynamic work surfaces has an important effect. In pneumatic systems, it is recommended that the dynamic working surface of the rod should be between 55-60 HRC hardness and 25-40 μm hard chrome plated. It is recommended to obtain the bore surfaces by processes such as honing and grounding and hard anodized coating.

| Bore, Rod, Groove General Specifications | |||
| Material | Tolerance | Surface Roughness Values | |
| Bore | Steel, aluminium | H11/H12 | Rmaks≤4 µm Rp/Rz < 0.5Tp (Rmaks %25)=%50 …75 |
| Rod | Steel | f8 | Rmaks≤4 µm Rp/Rz < 0.5Tp (Rmaks %25)=%50 …75 |
| Groove | Steel, aluminium, plastic | Indicated on product pages | Rmaks≤4 µm Rp/Rz < 0.5Tp (Rmaks %25)=%50 …75 |
Surface Roughness Values
Ra – Absolute arithmetic mean value of the measurement points distance x to the centerline of the measurement profile.

Calculation of Ra parameter
Ra parameter does not differ according to the peak point or depth structure of the profiles (Picture 3.3).
Rmax - Maximum Surface Roughness Depth: Largest of the 5 Rz values in the measurement range.
Ra=2.4 µm

Ra=2.5 µm
Ra=2.4 µm

Ra values of different profiles
Rz - Average Surface Roughness Value:Arithmetic average of 5 Rz values in the measurement range.
Rmaks - Maximum Surface Roughness Depth: Largest of the 5 Rz values in the measurement range.
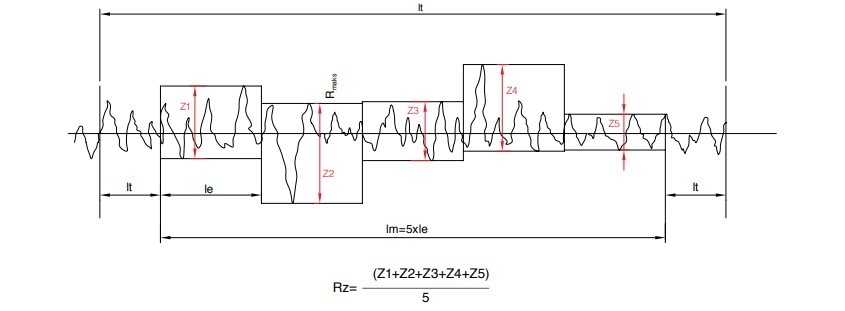
Calculation of Rz parameter and Rmax value
Surface Roughness Values
Groove base and dynamic working surface roughness values greatly affect the working life of the sealing element. Surface roughness Rmax is the most important part for the specification of surface quality according to DIN ISO 4287. In addition, the profile support component «Tp» value should be as high as possible (from 50% to 75%). Instead of the explicit value of Tp, the coefficient from the individual measured values, the depth of surface smoothness Rp and the measured surface roughness Rz should be used to evaluate the dynamic work surface. Profiles (closed profiles) with Rp / Rz <0.5 are a suitable value in terms of wear and service life of elastomer sealing elements. Rp / Rz> 0.5 causes early wear of sealing elements in open profiles.


The percentage of material changes at different surface measurement section depths
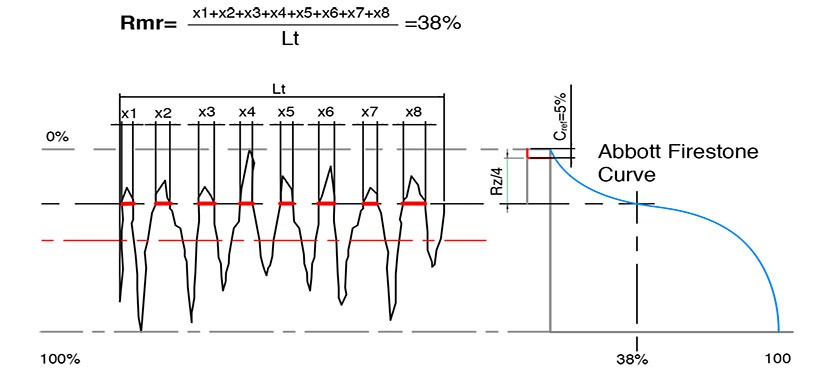
Calculation of Tp value
Tp value calculated by C=0.25xRt formula while Cref set at 5% for dynamic running surface.
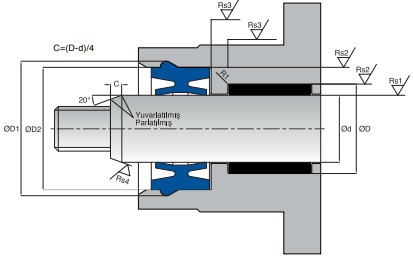
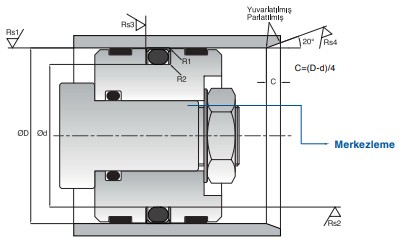
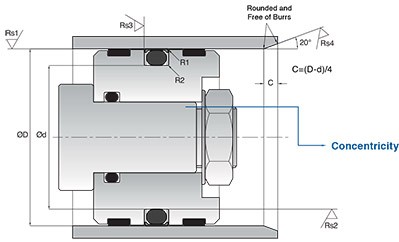
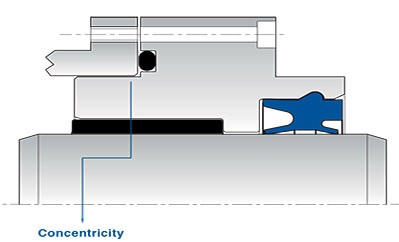
General Surface Roughness and Dimension Values
Piston and Bore Chamfer Dimensions
Dynamic Sealing Surface Roughness Values
PTFE ve NBR için;
Rs1: Rz=1 µm / Ra=0.2 µm
%80≤*Tp1≤%95
PU;
Rs1: Rz=1.6 µm / Ra=0.4 µm
%60≤*Tp1≤%80
Static Sealing and Surface Roughness Values
Rs2: Rz=6.3 µm / Ra=0.8 µm
%60≤*Tp2
Surface Roughness Values of Non sealing surfaces and
Lead in Chamfers
Rs3: Rz=16 µm / Ra=4 µm
Rs4: Rz=10 µm / Ra=1.6 µm
Tp value calculated by C=0.25xRt formula while Cref set at 5% for dynamic running surface.